-

擅长:
都选用304材质的不锈钢焊条吧,包你OK!0人赞同 2018-09-28发表于 -

 不锈钢焊条牌号
不锈钢焊条牌号
不锈钢焊条牌号
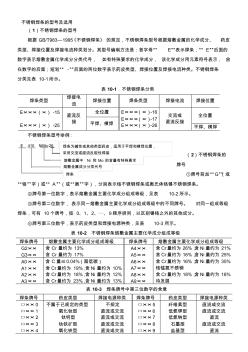
品牌 联盛 型号 A002 类型 多 款 供 选 材质 合金 药皮性 质 多 种 可 选 直径 1.0--5.0mm 焊芯直 径 1.0-5.0 mm 焊接电 流 120A 长度 300--50 0mm 工作温 度 120℃ 电流幅 度 120A 适用范 围 各种机械设备维修焊接 G202焊条 E410-16 焊条 E410-16 钛钙型 交直流 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表 面堆焊 G207 焊条 E410-15 焊条低氢型 直流 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 G217 焊条 E410-15 焊条 低氢型 直流 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 G302 焊条 E430-16 焊条钛钙型 交直流 焊接 Cr17 不锈钢 G307 焊条 E430-15 焊条 低氢
 不锈钢焊条的型号及选用 (3)
不锈钢焊条的型号及选用 (3)
不锈钢焊条的型号及选用 (3)
不锈钢焊条的型号及选用 (1)不锈钢焊条的型号 根据 GB/T983—1995《不锈钢焊条》 的规定,不锈钢焊条型号根据熔敷金属的化学成分、 药皮 类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“ E”表示焊条,“ E”后面的 数字表示熔敷金属化学成分分类代号, 如有特殊要求的化学成分, 该化学成分用元素符号表示, 放 在数字的后面;短划“ -”后面的两位数字表示药皮类型、焊接位置及焊接电流种类。不锈钢焊条 分类见表 10-1所示。 表 10-1 不锈钢焊条分类 焊条类型 焊接电 流 焊接位置 焊条类型 焊接电流 焊接位置 E×××(×) -15 E×××(×) -25 直流反 接 全位置 E×××(×)-16 E×××(×)-17 E×××(×)-26 交流或 直流反接 全位置 平焊、横焊 平焊、横焊 不锈钢焊条型号举例: (2)不锈钢焊条的 牌号 ①牌号前加“G”(或
-

擅长:
这不一定,跟钢件得大小厚度,焊多长什么得都有关系,2人赞同 2018-09-28发表于 -

擅长:
不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。通常被选作电站、化工、石油等设备材料。但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。



 44人赞同 2018-09-28发表于
44人赞同 2018-09-28发表于 -

擅长:
书店里有一本焊接工艺手册上面有详细的说明,今天书不在身边我也记不得了,你自己去卖一本吧,作焊工怎么能没有这本书呢!4人赞同 2018-09-28发表于
