-

擅长:
不锈钢打孔管 报价:2.50元
由基管、多层防砂过滤套和外保护套等从里到外组成。采用优质不锈钢材料,多层防砂过滤套为四层;自内向外分为:导流筒(为0.5㎜精密数控冲孔板)
以上价格来源网络,仅供参考18人赞同 2017-04-26发表于 -

 不锈钢钻孔工艺
不锈钢钻孔工艺
不锈钢钻孔工艺
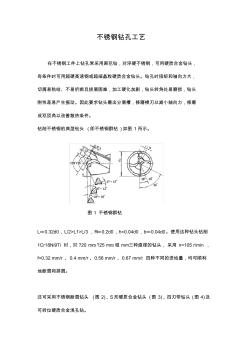
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头,采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2)、S形硬质合金
 不锈钢钻孔工艺
不锈钢钻孔工艺
不锈钢钻孔工艺
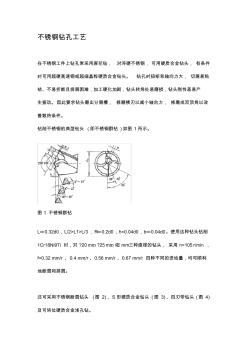
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻, 对淬硬不锈钢, 可用硬质合金钻头, 有条件 时可用超硬高速钢或超细晶粒硬质合金钻头。 钻孔时扭矩和轴向力大, 切屑易粘 结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头刚性差易产 生振动。因此要求钻头磨出分屑槽, 修磨横刃以减小轴向力, 修磨成双顶角以改 善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头, 采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2
-
擅长:
不锈钢钢的特点是韧性高,容易粘刀.所以要求钻头硬度要高,表面光洁度要好,钻头的顶角比普通钻头大(130--135度之间).同时冷却要充分.并且进刀量大于0.15mm以尽可能不在冷作硬化层切削。切削速度尽可能低以减小切削温度。切削液采用浓的乳化液. 常用加工不锈钢的钻头有: 高钴钻头(m35钻头,m42钻头)..其中m42钻头性价比最好.另外还可以用硬质合金钻头。不锈钢钻孔价格是60元。
价格来源网络仅供参考9人赞同 2017-04-27发表于 -

擅长:
不锈钢钻孔价格是35元,不锈钢一类的金属用金属开孔器,瓷器、大理石台面的用玻璃开孔器(表面镶金刚石那种),木头的用木开孔器(估计没有用木洗菜盆的),单纯打孔还有麻花钻、水钻、冲击钻或高压水开孔,各种方式总有一款适合你。
以上价格来源于网络,仅供参考6人赞同 2017-04-27发表于