-

擅长:
焊接电流增大减小,熔深增加减小。 焊接电压增大减小,熔宽增加减小。74人赞同 2013-04-14发表于 -

 克服和消除钢管剩磁对焊接电弧的影响
克服和消除钢管剩磁对焊接电弧的影响
克服和消除钢管剩磁对焊接电弧的影响
在长输管道施工中会遇到钢管剩磁影响焊接作业的问题,本文分析了磁偏吹产生的原因及对焊接电弧的影响,通过调整和改善电弧周围的磁场分布,克服和消除了磁偏吹对焊接电弧的影响。
 各种焊接电流大小
各种焊接电流大小
各种焊接电流大小
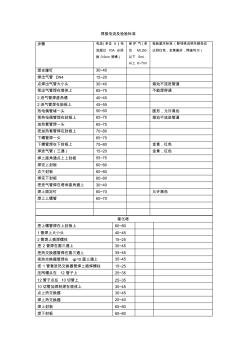
焊接电流及检验标准 催化塔 把上螺管焊在上封板上 60~80 1管焊上大小头 40~45 2管焊上插焊螺柱 15~25 把 2 管焊在圆三通上 30~45 把热交换器管焊在圆三通上 35~45 把热交换器管焊在 φ10圆三通上 35~45 把 1 管套进热交换器管焊上插焊螺柱 15~25 压网帽点在 12 管子上 25~35 12管子点在 10切管上 25~35 10切管加焊料焊在塔体上 30~45 点上热交换器 30~45 焊上热交换器 20~40 焊上封板 60~80 焊下封板 60~80 步骤 电流(单位 A)(电 流超过 70A 必须 换 0.9cm 喷嘴) 保 护 气 (单 位 ML)50 以下 5ml, 以上 6~7ml 检验基本标准(除特殊说明外颜色应 达到红色,金黄最好,焊缝均匀) 焊支撑钉 30~40 焊出气管 DN4 15~20 点焊出
