新材弯头
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。
-

选择特殊符号
选择搜索类型
请输入搜索
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。
碳钢冲压弯头制作工艺的优点主要表现在以下几个方面:
1、不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的碳钢弯头。
2、坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。
3、由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型碳钢弯头。
4、碳钢国标弯头适用于石油、天然气、化工、水电、建筑和锅炉等行业的管路系。
首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60冲压弯头或其它规格的冲压弯头,该工艺适用于制造冲压弯头中径与冲压弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。冲压弯头加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
??????弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接(最常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。
a. 热推成形 热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后...
冲压弯头,这是原来的一种非常老的生产工艺,就是把管子切割好了,然后用煤火烧红,放在模具上冲制成型。所以叫作冲压弯头。随着工艺的进步,有了中频推制的工艺,生产的叫做推制弯头,从工艺上有了很大的进步。不过...

 弯头
弯头
弯头
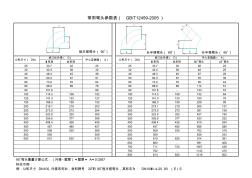
常用弯头参数表( GB/T12459-2005) 短半径弯头( 90 o ) 长半径弯头( 90o) 长半径弯头( 45 o) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) Ⅰ系列 Ⅱ系列 Ⅰ系列 Ⅱ系列 90o弯头 45o弯头 25 33.7 32 25 25 33.7 32 38 22 32 42.4 38 32 32 42.4 38 48 25 40 48.3 45 38 40 48.3 45 57 29 50 60.3 57 51 50 60.3 57 76 35 65 73.0 76 64 65 73.0 76 95 44 80 88.9 89 76 80 88.9 89 114 51 90 101.6 - 89 90 101.6 - 133 57 100 114.3 108 102 100
推制弯头-几何形状的主参数有曲率半径R、与曲率半径圆垂直的截面不圆度( 实际截面直径Ds - 标准截面直径Db) 及壁厚δ( 见图1) 。影响推制弯头几何形状的工艺参数有: 推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。下面分别讨论各工艺参数对推制弯头几何形状的影响。 (1)推制弯头用坯料的材质、壁厚和外径对推制弯头几何形状的影响火力发电行业常用推制弯头的材质有WB36 和A335P22 等。WB36 的高温强度小于A335P22 的高温强度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335P22 的导热系数。故在坯料外径、壁厚及芯棒头形状尺寸相同的情况下,WB36 与模具的贴合性能小于A335P22 。推制弯头需要正火 回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10 % ~20 %。弯头壁厚δ与截面直径D 比值越小,与模具的贴合性能越好,但弯头内弧越容易失稳起皱。根据金属在塑性变形时体积不变、推制成形时壁厚不变( 实际微减薄) 、弯头外弧长度与管坯长度相等的特点,推导出推制管坯外径公式:Dp ———管坯外径; R———弯头曲率半径;
δ———弯头壁厚;
D———弯头截面直径。
如果实际选用的管坯外径比按公式计算得到的Dp值小,与模具贴合性能好,但弯头内弧容易失稳起皱。如果实际选用的管坯外径比按公式计算得到的Dp 值大,结果则正好相反。根据上述原则,对本次试验用推制弯头采用的推制管坯见表1 ( A 为弯管左段部分) 。
( 2) 芯棒头的材质及形状对推制弯头几何形状的影响 芯棒头材质及形状是一个重要的工艺参数,由设计及制造直接控制。
芯棒头材质一般有ZG1Cr18Ni9Ti 、ZG3Cr20Ni14 、ZG1Cr25Ni20Si2 、ZG0Cr20Ni25 等,高温强度及耐磨性逐渐升高,价格也是相应升高。如果是小批量生产,可以选择ZG1Cr18Ni9Ti 、ZG3Cr20Ni14 ; 如果是大批量生产,应选择ZG3Cr25Ni20 Si2 、ZG0Cr20Ni25 ,但ZG0Cr20Ni25 价格太高,故这次试验芯棒头材质选用了ZG1Cr25Ni20 Si2 。芯棒头按曲率半径分为单曲率、双曲率和多曲率三种。单曲率、双曲率、多曲率芯棒,推力逐渐减小,制作成本逐渐升高。本次试验选双曲率芯棒。按截面形状分为圆截面和椭圆截面两种,圆截面制作简单,成本低,但推制弯头的椭圆度及减薄率过大;椭圆截面制作复杂,成本高,但推制弯头的椭圆度及减薄率小。本次试验选椭圆截面芯棒。按是否有整形段分为有整形段芯棒头和无整形段芯棒头两种。有整形段芯棒制作复杂,成本高,使用时间长; 无整形段芯棒制作简单,成本低,但前端磨损快。本次试验选有整形段芯棒。

磨弯头能得到市场的青睐并不断取代一些传统的防磨材料,根本原因在于其优异的产品品质,以及在与传统防磨材料,如铸石、铸钢和粘贴陶瓷材料相比所具有的多方面优势。
1. 铸石
以前每个厂的弯头大部分都是使用铸石弯头,这种材料的特点是易碎、开裂,而且磨损面背包,壁厚25-35毫米,有的近40毫米,内侧短时间磨破开裂后,煤粉随着缝隙向外侧磨损,其寿命也就只有一个大修期。而且内部常有气孔,易留隐患,一旦磨穿,现场无法修补。
2. 铸钢
铸钢(包括合金钢)广泛应用在防磨领域,其制造工艺相对简单。但由于材料本身性能的局限和工艺的限制,铸钢材料的表面硬度(约60)远低于陶瓷(80以上),耐磨性能仅相当于陶瓷的几十分之一至更低,(具体数据参见中南大学粉末冶金所的磨损试验报告和日本九州工业陶瓷研究所的喷射磨损试验结果),用其制造的弯头有投运一年多就磨穿的情况。此外,铸钢管道厚度大,非常笨重,且含碳量高,可焊性比较差,需现场对焊缝热处理,给现场的安装维修带来相当大的困难。
3. 粘贴陶瓷片
微观缝隙多,质脆易碎,容易局部脱落失效,而且脱落后修补困难。
目前市场弯头的价格是:合金每吨1.8万元左右,铸石弯头每吨1.3万元,粘贴每吨1.7万元。这几类弯头特别重,它们是以重量来谋利润。也就是说,一个合金弯头的价格是耐磨陶瓷弯头的两倍,用一个合金弯头的钱,可以买两个耐磨陶瓷弯头,耐磨陶瓷弯头的使用寿命是这种合金弯头的2-3倍,用价格与使用寿命比,也就是用1/5的合金弯头的钱买一个耐磨陶瓷弯头。
例如:2×600MW超临界机组送粉管道,管径为φ530×10,一个90°弯头,弯曲半径R=1700mm,采用铸钢弯头或双金属复合弯头,重量为W=1700kg,全部弯头总重(2台炉)约为500~600吨;而采用内衬陶瓷耐磨陶瓷弯头,其重量仅为W=450kg左右,全部弯头总重(2台炉)约为110~130吨;对比可看出,采用内衬陶瓷片耐磨陶瓷弯头,最直接的是使弯头重量大幅下降,投资至少节约200万以上(铸钢弯头或双金属复合弯头单价按1.2万元/每吨),还不包括重量下降使得煤仓间土建构架梁荷载的降低所带来的经济效益,以及支吊架材料的节省所带来的经济效益。
以上从性能和价格上对几种材质的弯管进行了对比,可见自蔓燃耐磨弯头无论是初期投入还是运行费用都是最具性价比的。
在建筑行业中,导流弯头和普通弯头是两种常见的管件,它们在管路系统中发挥着至关重要的作用。这篇文章将详细地介绍导流弯头和普通弯头的区别,帮助读者更好地理解它们的应用场景和选择。
导流弯头是一种特殊设计的弯头,其内部有一个导流叶片,可以改变流体流动的方向。导流弯头的主要作用是减小流体流动的阻力,提高管路系统的输送效率。它通常用于大型的工业管道系统,如石油、化工、电力等行业的管道系统。
普通弯头是一种常见的管件,其内部没有特殊的设计,主要用于改变管路的方向。普通弯头的形状通常有90度和45度两种,根据实际需求选择不同的角度。普通弯头广泛应用于各种管道系统,如供水、排水、燃气、供暖等行业的管道系统。
导流弯头和普通弯头的主要区别在于内部设计和应用场景。导流弯头内部有导流叶片,可以改变流体流动的方向,减小阻力,提高输送效率。而普通弯头内部没有特殊设计,主要用于改变管路的方向。导流弯头通常用于大型的工业管道系统,而普通弯头则广泛应用于各种管道系统。
在我负责的某大型化工厂的管道系统改造项目中,我们使用了大量的导流弯头。这个项目的管道系统需要输送大量的化学液体,对输送效率和管道的耐用性要求非常高。我们选择使用导流弯头,因为它的导流叶片可以减小流体流动的阻力,提高输送效率,同时还可以减少管道的磨损,提高管道的耐用性。在项目实施过程中,我们对导流弯头进行了严格的检测和验收,确保了管道系统的稳定运行。
导流弯头和普通弯头是两种常见的管件,它们在管路系统中发挥着至关重要的作用。导流弯头主要用于大型的工业管道系统,通过内部的导流叶片改变流体流动的方向,减小阻力,提高输送效率。而普通弯头主要用于各种管道系统,通过改变管路的方向来满足实际需求。在选择导流弯头和普通弯头时,需要根据实际需求和应用场景进行选择。



