
 金属切割用圆锯片说明
金属切割用圆锯片说明
金属切割用圆锯片说明
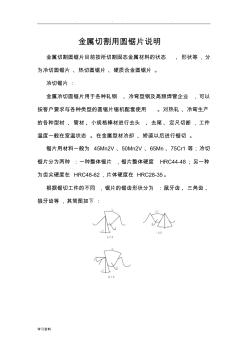
. . . . 学习资料 金属切割用圆锯片说明 金属切割圆锯片目前按所切割固态金属材料的状态 、形状等,分 为冷切圆锯片 、热切圆锯片 、硬质合金圆锯片 。 冷切锯片: 金属冷切圆锯片用于各种轧钢 、冷弯型钢及高频焊管企业 ,可以 按客户要求与各种类型的圆锯片锯机配套使用 。对热轧 、冷弯生产 的各种型材 、管材、小规格棒材进行去头 、去尾、定尺切断 ,工件 温度一般在室温状态 。在金属型材冷却 、矫直以后进行锯切 。 锯片用材料一般为 45Mn2V 、50Mn2V 、65Mn、75Cr1 等;冷切 锯片分为两种 :一种整体锯片 ,锯片整体硬度 HRC44-48;另一种 为齿尖硬度在 HRC48-62,片体硬度在 HRC28-35。 根据锯切工件的不同 ,锯片的锯齿形状分为 :鼠牙齿、三角齿、 狼牙齿等,其简图如下 : . . . . 学习资料 锯片规格为 ?400 - ?22 00m
 超薄PCD圆锯片的加工工艺
超薄PCD圆锯片的加工工艺
超薄PCD圆锯片的加工工艺
超薄PCD圆锯片的加工工艺

