
 双钨极氩弧焊耦合电弧压力分析
双钨极氩弧焊耦合电弧压力分析
双钨极氩弧焊耦合电弧压力分析
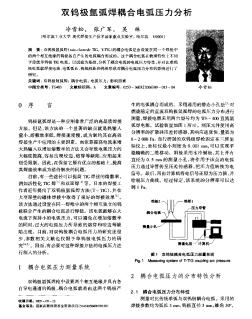
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrode TIG,T-TIG)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极TIG电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...

 钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测——对钨极氩弧焊(GTAW)全熔透熔池进行受力分析,建立熔透熔池的力学模型,提出熔池塌陷的力学判据。利用所建立模型计算并讨论影响熔池塌陷的各个作用力的动态变化、大小和百分比组成,并预测钨极氩弧焊焊接不锈钢和低碳钢薄板...