
 低温用无缝和焊接钢管
低温用无缝和焊接钢管
低温用无缝和焊接钢管
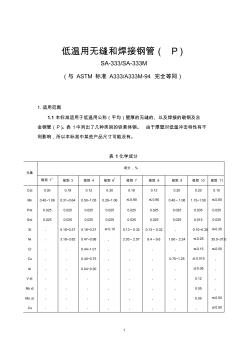
1 低温用无缝和焊接钢管( P) SA-333/SA-333M (与 ASTM 标准 A333/A333M-94 完全等同) 1.适用范围 1.1 本标准适用于低温用公称(平均)壁厚的无缝的、以及焊接的碳钢及合 金钢管(P)。表 1中列出了几种类别的铁素体钢。 由于厚壁对低温冲击特性有不 利影响,所以本标准中某些产品尺寸可能没有。 表 1化学成分 元素 成分, % 级别 1① 级别 3 级别 4 级别 6 ⑥ 级别 7 级别 8 级别 9 级别 10 级别 11 C≤ Mn P≤ S≤ Si Ni Cr Cu Al V≤ Nb≤ Mo≤ Co 0.30 0.40~1.06 0.025 0.025 , , , , , , , , , 0.19 0.31~0.64 0.025 0.025 0.18~0.37 3.18~3.82 , , , , , ,
 埋弧焊在焊接钢管中的应用
埋弧焊在焊接钢管中的应用
埋弧焊在焊接钢管中的应用
随着社会经济建设步伐的不断加快,钢管作为压力管道中的一种重要材料被广泛应用于社会各行各业当中,尤其是应用于石油和天然气等危险物质的运输设备建设中。因此,文章通过对直缝钢管的相关概念的介绍,重点针对其焊接技术及工艺控制进行深入的分析。为相关技术人员提供参考与借鉴。