
 轴承检修
轴承检修
轴承检修
轴承检修 高、中压缸的前轴承为自位式可倾瓦轴承,轴承体制承两半,在水平中分面用销定位, 各瓦块装在轴承体内, 以球面垫块来支承和定位, 垫块球面与瓦块中心的垫片接触, 使轴承 与转子能自动对中,轴承体有五块钢垫块支承在轴承座球形孔上,垫块与轴承体间有垫片, 可调整轴承中心,有轴向定位装置防止轴承轴向移动。高、中压缸的后轴承为可倾瓦轴承, 除轴承体与轴承座之间无球形垫块外,其他与前轴承相似。 低压缸钱轴承上半瓦为圆筒形,下半瓦为两块可倾瓦组成,轴承体与轴承之间有球形 调整垫块。后轴承为圆筒形,带球形调整垫块。 推力轴承位于高、中压前轴承之前,并处于同一轴承座内,推力轴承是自位式的,通 过均压块, 使每一个瓦块都承受同样的载荷。 瓦块和均压块装在支承环内, 支承环则装于壳 体内。推力轴承壳体的轴向位置,可由定位机构调整。 发电机前后轴承有端盖支承并经绝缘,其上半为椭圆瓦,下半为圆筒瓦。 励磁机
 nsk轴承
nsk轴承
nsk轴承
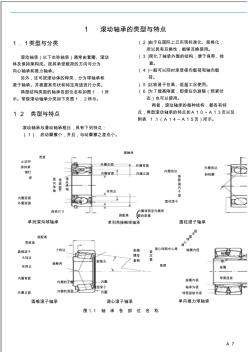
宽度 止动环 保持架 铆钉 球 内圈滚道 外圈滚道 倒角尺寸 装配高 装配高 外圈 内圈 端面 防尘盖 轴 承 内 径 轴 承 外 径 节 圆 直 径 圆锥滚子轴承 调心滚子轴承 单向推力球轴承 单列深沟球轴承 单列角接触球轴承 圆柱滚子轴承 宽度差 小挡边 大挡边 圆锥滚子 作用点 作用点 接触角 接触角 内圈背面 外圈正面 内圈背面 外圈正面 内圈的正面 外圈的背面 内圈正面 外圈背面 调心球面中心高 调 心 球 面 半 径 轴圈内径 座圈内径 轴承外径 高度 轴圈 球 座圈 球面座垫 外圈挡边 斜挡圈 内圈挡边 圆柱滚子 滚 子 内 接 圆 径 圆锥孔 内圈 球面滚子 外圈 垫圈 螺母 套筒 图1.1 轴 承 各 部 位 名 称 1 滚动轴承的类型与特点 (2) 由于在国际上已实现标准化、规格化, 所以具有互换性,能够互换使用。 (3) 简化了轴承外围的结构,便于保养、检