
 热轧钢板带轧辊国家标准
热轧钢板带轧辊国家标准
热轧钢板带轧辊国家标准
《热轧钢板带轧辊》国家标准 编制说明 江苏共昌轧辊有限公司 2010 《热轧钢板带轧辊》国家标准编制说明 1 任务来源 根据国标委综合 [2009]59 号“关于下达 2009年第一批国家标准制修订计划 的通知”中规定(计划项目编号为 20090675-T-605),由江苏共昌轧辊有限公司、 中国钢研科技集团公司负责起草制定 《热轧钢板带轧辊》 国家业标准。该项目由 北京中冶设备研究设计总院有限公司归口管理。 2 工作过程 2.1 开展的阶段工作 立项批准后,由江苏共昌轧辊有限公司牵头组织专家走访有关生产、 使用等 单位,了解国内热轧板带轧辊的应用情况, 同时收集国外有关技术资料及应用情 况,并成立了标准起草小组,这些工作都为制定标准打下基础。 2009年元月至 2009年 10月底开展国内外调研和收集工作; 2009年 8月 18日召开标准工作组第一次工作会, 制定工作班子和工作计划
 热轧钢板
热轧钢板
热轧钢板
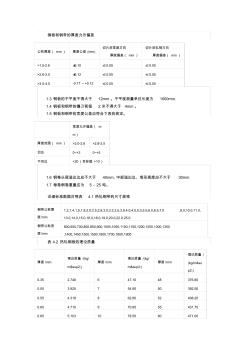
钢板和钢带的厚度允许偏差 公称厚度( mm) 厚度公差 (mm) 切片后宽度方向 厚度偏差( mm) 切片后轧制方向 厚度偏差( mm) >1.5-2.6 ±0.10 ≤0.05 ≤0.05 >2.6-3.0 ±0.12 ≤0.05 ≤0.05 >3.0-4.0 -0.17~+0.12 ≤0.05 ≤0.05 1.3 钢板的不平度不得大于 12mm 。不平度测量单位长度为 1000mm. 1.4 钢板和钢带的镰刀弯每 2 米不得大于 4mm 。 1.5 钢板和钢带的宽度公差应符合下表的规定。 宽度允许偏差( m m) 厚度范围( mm) >2.0-2.8 >2.8-3.5 切边 0~+3 0~+5 不切边 +20(目标值 +10) 1.6 钢卷头尾溢出边应不大于 40mm, 中部溢出边、塔形高度应不大于 30mm. 1.7 每卷钢卷重量应为 5-25 吨。 详细标准数据对照表 4