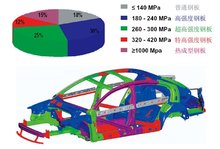
超高强度和高强度车身材料,具有极高的机械安全性。而热成型钢板则主要应用于前、后保险杠骨架以及A柱、B柱等重点部位,在发生撞击时,尤其在正面和侧面撞击时,可有效减少驾驶舱变形,保护驾乘人员的安全。
-
选择特殊符号
选择搜索类型
请输入搜索
热成形钢板技术是指将钢板经过950°C的高温加热之后一次成形,又迅速冷却从而全面提升了钢板强度,屈服度达1000Mpa之高,每平方厘米能承受10吨以上的压力,把这种材料用在车身上,在车身重量几乎没有太大变化情况下,承受力提高了30%,使汽车的刚强度达到全新水准,在欧洲NCAP碰撞测试中达到五星级标准。
极高的材料强度及延展性。一般的高强度钢板的抗拉强度在400-450MPa左右,而热成形钢材加热前抗拉强度就已达到500-800MPa,加热成形后则提高至1300-1600 MPa,为普通钢材的3-4倍,其硬度仅次于陶瓷,但又具有钢材的韧性。因此由热成型钢板制成的车身极大的提高了车身的抗碰撞能力和整体安全性,在碰撞中对车内人员会起到很好的保护作用。
有效的减轻整车重量,节约能耗。由于热成型钢板极高的材料强度,因此在设计时可以用一个热成形零件代替多个普通钢板的零件。例如速腾车型前后门中间的B柱,由于采用了热成型钢板则不再需要加强梁,在保证强度的情况下,减少5个零件,减重约4.5公斤,自然减少了汽车的油耗,对缩减车主的使用成本也起到了辅助作用。而迈腾总重因采用热成型钢板减轻的重量和则接近10公斤。
热成型钢板具有很好的材料成形准确度,消除材料回弹的影响,可以实现复杂的形状。由于热成型钢板的特殊性质,并且是加热后成形,因此可以在一道工序完成普通冷冲压成形需多道工序才能完成的复杂形状。一次成型的工艺好处在于可以确保钢板在加工过程当中,钢板内部纤维流向不必受到二次受力的冲击,保证钢板保持最好的强度和韧度,而且在零件成形后进行快速冷却,零件成形后的回弹量很小,极大地提高了材料成形准确度,更好的保证了零件尺寸精度,为下一步的车身焊接打下良好的基础。
热成型钢板的原材料为欧洲钢铁巨头帝森-克虏伯和安赛洛-米塔尔的专利产品,所有钢板均需从欧洲进口,目前中国的生产线逐渐增多,在2013年底将有超过10条的生产线投入生产。
超高强度和高强度车身材料,具有极高的机械安全性。而热成型钢板则主要应用于前、后保险杠骨架以及A柱、B柱等重点部位,在发生撞击时,尤其在正面和侧面撞击时,可有效减少驾驶舱变形,保护驾乘人员的安全。
一个车身的强度取决于车身的设计与钢板强度,因此车身重要防护部位的钢板强度就显得至关重要,热成型钢板无疑是各类高强度板中的佼佼者。


 热压成型钢板焊接性能研究
热压成型钢板焊接性能研究
热压成型钢板焊接性能研究
研究厚度为1.35mm、2.5mm的德国本特勒公司研发的热压成型超高强度钢BTR165的点焊工艺,对焊接接头的组织和力学性能进行分析。试验结果表明:点焊后的焊缝组织为马氏体与少量的碳化物,热影响区为贝氏体与少量的马氏体组织,熔合区结合良好;热影响区的硬度最低,焊缝区硬度最高。同时对焊点进行了拉伸剪切实验,焊缝处的强度明显高于母材的强度。因此热压成型的超高强度钢焊接接头具有良好的强韧性。
冷成型钢板-自攻螺钉连接的数值仿真分析
冷成型钢板-自攻螺钉连接的数值仿真分析
冷成型钢结构中板(楼板、墙板、屋面板)的蒙皮效应之所以能够正常发挥,除了板自身的强度、刚度外,一个关键的问题是连接的可靠性.本文运用有限单元法,建立三维实体有限元模型,考虑了材料非线性与接触非线性,对钢板-自攻螺钉连接的受力情况和破坏模式进行了细致研究.首先将数值模拟结果与试验结果进行对比,验证了数值模拟方法的正确性.在此基础上,通过改变连接的板厚考察其对破坏模式的影响,得出薄-薄连接、薄-厚连接、厚-厚连接3种典型连接的破坏模式,还得出发生不同破坏模式的板的界限值和极限荷载值,为设计人员进行冷成型钢设计时提供参考.
本书就塑料热成型制品、设备及工艺等内容,作了较为深入和系统的阐述。具体对热成型常用塑料及性能、热成型的基本方法、热成型的设备模具、热成型工艺因素分析、典型制品的热成型工艺等方面展开详细论述。
第一章 绪论
一、塑料的基本概念
二、热成型技术
思考题
第二章 热成型常用塑料及性能
第一节 塑料板(片)材的工艺性能
一、塑性记忆
二、热拉伸
三、热强度
四、成型温度
第二节 热成型常用塑料
一、聚氯乙烯
二、聚丙烯
三、聚乙烯
四、聚苯乙烯
五、ABS
六、聚酯
七、聚碳酸酯
八、聚甲基丙烯酸甲酯
九、聚酰胺
十、聚砜
十一、纤维素塑料
思考题
第三章 热成型的基本方法
第一节 模压成型
一、单阳模成型
二、单阴模成型
三、对模成型
四、复合模压成型
第二节 差压成型
一、真空成型
二、加压成型
三、变异方法
第三节 其他热成型
一、弯曲成型
二、卷筒成型
三、卷边和翻边成型
四、扩口成型
五、成波成型
六、热收缩管
思考题
第四章 热成型设备
第一节 基本工序
第二节 设备的组成及作用
一、夹持系统
二、加热系统
三、真空系统
四、压缩空气系统
五、冷却系统
六、脱模系统
七、控制系统
第三节 热成型机
一、按进料方式分类
二、按自动化程度分类
第四节 热成型模具
一、模具材料
……
第五章 热成型工艺因素分析
第六章 典型制品的热成型工艺
第七章 热成型制品的设计与模具设计
第八章 热成型设备的安全操作
参考文献2100433B
塑料热成型的方法很多,一般可分为:
模压成型采用单模(阳模或阴模)或对模,利用外加机械压力或自重,将片材制成各种制品的成型方法,它不同于一次加工的模压成型。此法适用于所有热塑性塑料。
差压成型采用单模(阳模或阴模)或对模,也可以不用模具,在气体差压的作用下,使加热至软的塑料片材紧贴模面,冷却后制成各种制品的成型方法。差压成型又可分为真空成型和气压成型。
热成型特别适用于壁薄、表面积大的制品的制造。常用的塑料品种有各种类型的聚苯乙烯、有机玻璃、聚氯乙烯、ABS、聚乙烯、聚丙烯、聚酰胺、聚碳酸酯和聚对苯二甲酸乙二醇酯等。
热成型设备包括夹持系统、加热系统、真空和压缩空气系统及成型模具等。