射吸式割炬是通过喷射氧流的射吸作用将燃料与氧气混合后燃烧,该类割炬使用的燃料分为气体和液体两种,气体燃料主要是乙炔,液体燃料主要为汽油和醇基燃料等。以国家关于限制乙炔气发展、寻求新能源替代乙炔的整体要求作为出发点,研究一种以液体燃料为基础的射吸式割炬,以消除乙炔割炬存在的弊端。
一、射吸割据工作原理
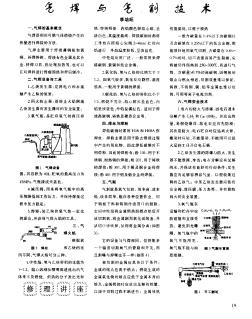
射吸式液体燃料割炬的关键结构为射流泵,射流泵是一个没有运动部件的泵,它是利用一股流体的能量抽送另一股流体的泵。射流泵工作时,高压氧气以流速V1由射流泵喷嘴高速射出,连续带走了吸入室的空气,在吸入室内形成低压区,被抽升的液体燃料在大气压力作用下,以流速V2进入吸入室内,两股流体在喉管中进行能量的传递和交换,工作流体的速度降低,被吸入流体的速度增加,直到喉管出口,使两者的流速和压力趋于一致,然后经扩散管使部分动能转化为压力能后,经由管道输送到割炬的喷嘴,在割嘴处与切割氧混合燃烧,达到切割金属的目的。
设计的割炬使用液体燃料,在喷嘴处产生高温火焰,使割炬具有一定的温度,并传递至割炬喉管处,使其有适当的热量对液体燃料进行加热并雾化,以便获得更好的气化效果,提高燃烧效率。
二、射吸割据性能影响因素
1、设计参数及装配因素
1)设计参数。
射流泵主要参数有:压力比h、流量比q、喉嘴面积比m、两种流体的密度比ρ,用以上参数可以表示射流泵压力比的基本方程:h =f(m,q,ρ),由射流泵基本性能曲线可知,当ρ一定时,在某一个喉嘴面积比下,压力比与流量比近似为直线关系,随m值的增大,直线由陡降变为平缓。在面积比已定的情况下,使射流泵效率最高的流量比和压力比成为最优的流量比和压力比。
2)装配质量。
装配射吸结构时应注意喷嘴和喉管的同轴度,以确保其具备足够的射吸能力,亦应保证射吸结构的密封性,保证不漏气。装配割炬的割嘴时,必须使割嘴的内芯和外套保持同心,以达到切割氧射流位于预热火焰的中心。安装割嘴时,要注意拧紧割嘴螺母,防止燃料泄露。
2、操作因素
1) 切割前处理。
切割前应将工件上的漆皮、铁锈及污物清理干净。如在硬化地面上切割,还需将工件垫高,以防地面受热将熔渣爆溅,以保证操作安全有效进行。
2)切割氧压力。
根据工件厚度、割嘴型号及氧气的纯度选择氧气压力。切割氧压力过大或过小,都会使切割效果不佳。实际切割中,最佳切割氧压力可用试放风线的办法确定,对所选用的割嘴,当风线最清晰且最长时,该压力即为合适值。
3)预热火焰功率。
切割时预热火焰功率应选用中性焰或轻微氧化焰,确保其强度适中。实际中应根据工件厚度、割嘴型号和质量要求选用,切割的预热时间根据工件厚度确定。
4)切割速度。
切割速度与工件厚度和割嘴型号有关,工件愈厚,切割速度要慢,反之要快。切割速度须与切口内金属的氧化速度相适应,切割速度过慢会使切口边缘不齐,甚至产生局部熔化现象;切割太快则后拖量过大,甚至割不透。在切割操作时,切割速度可根据切口中落下的熔渣火花方向来掌握,火花呈垂直或稍偏前方排出时为正常速度。直线切割时采用火花稍偏后方排出的较快速度。
5)割嘴与工件间的倾角。
该倾角和工件的厚度有关,其大小影响切割速度和后拖量。当割嘴沿切割前进方向倾斜一定角度时,能使熔渣吹向切割线的前缘,减少后拖量,从而提高切割速度。如倾角选择不当,在有损切割效率的情况下,还会增加氧气消耗量,甚至造成切割困难。
6)割嘴到工件的距离。
应根据预热火焰功率及工件厚度来确定割嘴到工件表面的距离,通常火焰焰心离开工件表面的距离在3~5 mm范围。如果割嘴高度过低,氧气对割缝的冷却作用增加;如果距离过大,火焰温度不够,割缝燃烧不好,并导致切割氧流动力下降,使排渣困难,影响切割质量。
三、常见问题分析
1)割炬射吸能力减小。
长期使用灰尘杂质进入割炬,造成氧气通道堵塞,射流氧压力降低,此时可开启氧气调节阀使氧气倒流,将杂质吹出;如果割嘴堵塞,可用通针将杂质清除;或因射吸结构中的喷嘴与喉管不同轴引起,应及时调直对正。
2)切割火焰偏火,工作状态不稳定。
液体燃料雾化效果不好,与氧气的混合均匀度差,混合后的气化性能不足引起,可检查射吸结构的密封性,以保证雾化效果;或因氧气阀针的螺纹磨损,配合间隙过大,造成漏气等现象,须更换氧气阀针。
3)焊割时出现灭火现象。
原因之一是割嘴松动,应及时将割嘴与割炬本体重新连接,保证密封性;或由于割嘴与混合气管温度过高,此时应关闭燃料气管,将割嘴浸入水中冷却。
影响射吸式液体燃料割炬的因素很多,主要包括设计参数、装配质量和操作方法等。为了达到射吸式割炬的最佳效果,需要理论结合实际,得到最佳设计参数及操作方法,以提高工作效率及生产过程的安全性。使用割炬切割的过程中,也会出现其他预期不到的问题,需要设计及使用者特别对待并及时总结,以达到最佳使用效果。

 气割技术交底
气割技术交底
