螺旋槽丝锥
螺旋槽丝锥是加工螺纹的工具之一,属于丝锥的一种,因为其排屑槽为螺旋状而得名。螺旋槽丝锥分为左旋螺旋槽丝锥和右旋螺旋槽丝锥
-

选择特殊符号
选择搜索类型
请输入搜索
螺旋槽丝锥是加工螺纹的工具之一,属于丝锥的一种,因为其排屑槽为螺旋状而得名。螺旋槽丝锥分为左旋螺旋槽丝锥和右旋螺旋槽丝锥
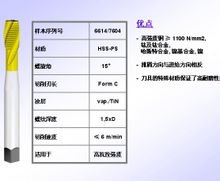
1可攻丝至盲孔的最下部
2切削不会残留
3吃入底孔容易
4有良好的切削性
螺旋槽丝锥是最常用的一种,根据不同的工况采用不同的螺旋角度,常见的是右旋15°和42°。一般来说螺旋角越大,排屑性能越好。适用于盲孔加工。通孔加工时最好不选用。
螺旋槽丝锥容屑槽是螺旋状的,根据旋向的不同分为左旋和右旋。左旋螺旋槽丝锥攻丝时切屑向下排,适合于通孔;右旋螺旋槽丝锥攻丝时切屑向上排出,适合于盲孔。

一、二者区别:挤压丝锥由高质量的高速钢制造而成,并预制有润滑槽和用于特殊用途的镀TIN涂层。丝锥尾部的方轴是用来传递攻丝所需扭矩的最优化设计。 和传...
丝锥又叫丝攻,是一种加工内螺纹的常见。按动力驱动方式可分为:手用丝锥、机用丝锥;按螺纹成型方式可分为:切削丝锥、挤压丝锥;按丝锥外观形状可分为:直槽丝锥、螺旋槽丝锥、螺尖丝锥、内容屑丝锥;直槽丝锥:h...
常用管螺纹机用丝锥一共三种: G、 ZG、 Z。(老标准:G、 KG、 K。新标准R) G:圆柱管螺纹,牙型角55° ZG:圆锥管螺纹,牙型角55°(这两种螺距基本相似) Z:圆锥管螺纹,牙型角60°...

 双头方牙左旋螺纹丝锥拉削
双头方牙左旋螺纹丝锥拉削
双头方牙左旋螺纹丝锥拉削
伟大的无产阶级文化大革命,彻底冲垮了修正主义企业管理,摧毁了套在工人身上的精神枷锁,解放了劳动生产力,广大革命工人高举“鞍钢宪法”的旗帜,突出无产阶级政治,大搞技术革新。上海工程机械厂职工在厂党委的直接领导下,建立了三结合的技术革新小组,经过反复实践,反复试验,从失败中总结教训,抓住主要矛盾,终于解决了“方牙导向差的主要问题”。使双头方牙左旋螺纹丝
丝锥生产厂家告诉你:丝锥根据其形状分为:螺旋槽丝锥、直槽丝锥、挤牙丝锥、先端丝锥,其性能各有所长。
丝锥生产厂家告诉你:螺旋槽丝锥比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。
丝锥生产厂家告诉你:直槽丝锥它通用性最强,通孔或不通孔、有色金属或黑色金属均可加工,价格也最便宜。但是针对性也较差,什么都可做,什么都不是做得最好。切削锥部分可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。
丝锥生产厂家告诉你:挤牙丝锥比较适合加工有色金属,与上述切削丝锥工作原理不同,它是对金属进行挤牙,使之塑形变形,形成内螺纹的。挤牙成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤牙丝锥底孔要求较高过大,基础金属量少,造成内螺纹小径过大,强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。计算式为底孔直径=内螺纹公称直径-0.5螺距。
丝锥生产厂家告诉你:先端丝锥加工螺纹时切屑向前排出。它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。丝锥生产厂家告诉你:根据使用方法,常分为手用丝锥、机用丝锥、螺母丝锥(用于在螺母加工机床上切制螺纹)、板牙丝锥(用于切制和校正板牙螺纹)、管螺纹丝锥和锥形螺纹丝锥。
丝锥生产厂家告诉你:机用和手用丝锥机用和手用丝锥是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。
责任编辑:宝佳刀具商 -- XIEHUI编辑版权所有http://www.dgbaojia.cn(东莞市黄江宝佳联昕切削工具)转载请注明出处
螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。螺尖丝锥前部有容削槽,用于通孔的加工。
一、钢丝螺套用直槽丝锥 用于加工安装钢丝螺套用内螺纹的直槽丝锥。这种丝锥通用性很强,通孔或盲孔、有色金属或黑色金属都可使用,价格也相对便宜,但针对性差,什么都可以做,什么都不是做得最好。切削部分可以有2、4、6牙,短锥用于盲孔,长锥用于通孔。
二、 钢丝螺套用螺旋槽丝锥用于加工安装钢丝螺套用内螺纹的螺旋槽丝锥。这种丝锥通常适合加工盲孔内螺纹,加工时向后排屑。螺旋槽丝锥与直槽丝锥不同的是,直槽丝锥的沟槽成直线型,而螺旋槽丝锥是成螺旋型,它在攻丝时,以其螺旋槽的上升旋转作用能轻易地把切屑排出孔外,以免切屑残留或堵塞于沟槽内,而造成丝锥折断、刃部崩裂,因此螺旋槽能增长丝锥的寿命,能切削出较高精度的内螺纹,切削速度也较直槽丝锥快一些。但它不适合铸铁等切屑成细碎状材料的盲孔加工。
三、 钢丝螺套用挤压丝锥用于加工安装钢丝螺套用内螺纹的挤压丝锥。这种丝锥也叫无沟丝锥或无屑丝锥,比较适合加工有色金属和低强度黑色金属等塑性较好的材质。与直槽丝锥、螺旋槽丝锥切削工作原理不同,它是对金属挤压、变形形成内螺纹。用挤压丝锥加工出的螺纹孔,抗拉、抗剪切、强度高,加工表面的粗糙度也较好,但挤压丝锥要求加工的材质有一定的塑性。同规格的螺纹孔加工,挤压丝锥预制孔比直槽丝锥、螺旋槽丝锥要小一些。
四、螺尖丝锥比较适合加工通孔螺纹,加工时切削向前排出。固芯部尺寸较大,强度较好,切削力较大,所以对加工有色金属、不锈钢、黑色金属效果都很好。


