1.一个接一个连续铆接,真正实现了铆接自动化。比使用普通抽芯铆钉提高功效5倍。
2.实现制造业高效率生产: 铆接过程不超过2秒。
3.减少工作环节 :一个接一个连续送钉进行铆接。
4.改善工作环境:连续快速铆钉无断钉掉落现象。
5.无钉头保留设计:减少残留钉头掉落造成电器产品短路的现象发生。
快速、单面施工、高夹紧力;
较常规抽芯铆钉(拉钉)美观; 操作时间短,提高效率500%;
准确可靠的铆接质量、良好的抗震性能;
环境整洁、无断钉掉落现象
无扭力过大破坏现象
-

选择特殊符号
选择搜索类型
请输入搜索
快速铆钉突破了传统抽芯铆钉单个装钉单个铆接的概念,能够配合专用工具进行连续、快速的铆接,特别适合自动线上批量组装工作。连续铆钉能够提供金属板材、塑料件、复合材料与无源电器件之间的快速而可靠的连接。连续铆钉需使用专用的连续铆枪工具进行操作。每完成一次铆接过程,下一个工具内铆钉自动就位准备下一次操作。二、为什么要选用连续抽芯铆钉?普通抽芯铆钉单个装钉、单个铆接,费时费力;连续铆钉可一次性装上几十只铆钉,快速、重复性的进料,连续铆接。普通抽芯铆钉铆接后地面会留下很多拉断的钉杆,使用连续铆钉就可以避免这种情况,既环保又整洁。普通抽芯铆钉在铆接后由于钉头留在铆孔内,在电气设备上使用有可能会因为钉头的脱落而造成短路,连续铆钉的无钉头设计则更安全。连续铆钉铆接后铆接面比普通抽芯铆钉更美观。特别适合自动线上批量组装工作
1.一个接一个连续铆接,真正实现了铆接自动化。比使用普通抽芯铆钉提高功效5倍。
2.实现制造业高效率生产: 铆接过程不超过2秒。
3.减少工作环节 :一个接一个连续送钉进行铆接。
4.改善工作环境:连续快速铆钉无断钉掉落现象。
5.无钉头保留设计:减少残留钉头掉落造成电器产品短路的现象发生。
快速、单面施工、高夹紧力;
较常规抽芯铆钉(拉钉)美观; 操作时间短,提高效率500%;
准确可靠的铆接质量、良好的抗震性能;
环境整洁、无断钉掉落现象
无扭力过大破坏现象
1.将铆钉安放于连续快速铆钉专用工具(快速拉钉枪)内并插入工件。
2.连续快速铆钉专用工具会自动连续将铆钉膨胀铆接。
3.在铆接工序完成后,下一个铆钉会自动送上枪口,等待下一次铆接。
快速铆接抽芯铆钉由铆钉杆和铆体构成,铆钉杆为圆柱体,铆体呈内有通孔的圆柱形状,铆体的端部有呈蘑菇状的帽沿,主要特征是铆体的外表面为螺纹,帽沿的顶部有一六方形沉孔,铆钉杆为较长的圆柱体,且一端有直径比铆钉杆大的鼓形头,套在铆钉杆上的铆体至少为两个以上,且沿鼓形端方向相同排列。在拉铆的作用下,使铆体膨胀夹紧工件,铆钉杆端的鼓形头穿过第一个铆体后,又到达第二个铆体的端部,再实施第二次铆接,实现连续铆接,铆钉杆可被大量重复使用,且可用扳手能方便地拆卸铆钉,使其沿螺纹旋出,提高了铆接的功效,可有效地降低铆接成本。
铆钉内孔的小孔设计增加了铆钉铆接后的强度 高锁紧力 高抗剪力 对软硬材料相互间的铆接效果更明显连续快速铆钉产品是为了将铆接物迅速可靠予以铆接而设计的一款新颖铆接产品。该系列铆接产品现已广泛地应用在金属件,汽车零件,机箱机柜, 塑料,合成物和电子等产品上。

avdel快速铆钉枪753mkii市场报价是347元 ,它必须用拉铆适用于各厚度板材、管材(0.5MM-6MM)紧固领域。使用气动或手动拉铆枪 可一次铆固,方便牢固;取代传统的焊接螺母,弥补金属薄板,...
铆钉的拔取方法:1、直接用相应大小的钻,对着孔,把铆钉打通掉;2、用小型砂轮把铆钉冒磨掉,然后用钳子夹出来;3、用金属片插入铆钉与物品间的缝隙,再用一字型螺丝刀插入金属片与铆钉之间,用力扭动,轻轻用力...
不知道 你是什么样的铆钉。铆钉一般有拉铆钉,半空心铆钉,全空心铆钉,实心铆钉,子母铆钉,非标铆钉等等。拉铆钉用专门的拉铆枪来作用。半空心,实心铆一般用冲压铆接机,或者旋铆机来作用。(2种机器可以到网上...
-汽车
-电子元件
-金属板材
-电子工程
-家用电器
-家具
-光学仪器装配等

 拉铆钉
拉铆钉
拉铆钉
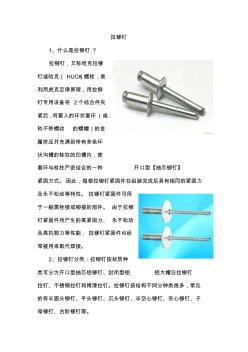
拉铆钉 1、什么是拉铆钉 ? 拉铆钉,又称哈克拉铆 钉或哈克( HUCK)螺栓,是 利用虎克定律原理,用拉铆 钉专用设备将 2个结合件夹 紧后,将套入的环状套环(或 称不带螺纹 的螺帽)的金 属挤压并充满到带有多条环 状沟槽的栓柱的凹槽内,使 套环与栓柱严密结合的一种 开口型【抽芯铆钉】 紧固方式。因此,每根拉铆钉紧固件在组装完成后具有相同的紧固力 及永不松动等特性。 拉铆钉紧固件可用 于一般需栓接或铆接的部件。 由于拉铆 钉紧固件所产生的高紧固力、 永不松动 及高抗剪力等性能, 拉铆钉紧固件也经 常被用来取代焊接。 2、拉铆钉分类:拉铆钉按材质种 类可分为开口型抽芯铝铆钉、封闭型铝 铝大帽沿拉铆钉 拉钉、不锈钢拉钉和烤漆拉钉。拉铆钉按结构不同分种类很多,常见 的有半圆头铆钉、平头铆钉、沉头铆钉、半空心铆钉、实心铆钉、子 母铆钉、台阶铆钉等。 3工作原理:拉铆钉紧固件与传统螺栓利 用扭力旋
利用铆钉把两个以上的元件连接在一起 的不可拆连接,称为铆钉连接,简称铆接。
铆钉是用标准直径的棒料制成的,钉杆 的一端有预制的钉头,把铆钉插入被铆件的 重叠孔内,利用端模再制出另一端的钉头, 称为铆成头,这个过程称为铆合。当钉杆直 径小于12毫米时,铆合时可不加热,称为冷 铆;钉杆直径如大于12毫米,铆合时通常要 把铆钉全部或局部加热,称为热铆。
铆接时以铆钉孔的直径作为铆钉的计算 直径。
铆接具有工艺简单,抗震、耐冲击和牢 固可靠等优点; 但结构一般较为笨重,被连 接件上由于制有钉孔,而受到较大的削弱, 铆接时一般噪音很大,影响工人健康。因 此,目前除在桥梁、建筑、造船、重型机械 及飞机制造等工业部门中仍常采用外,应用 已渐减少,并为焊接、粘接所代替。
铆钉种类很多,而且不拘形式。
按照受力形式铆钉又可分为剪力铆钉,拉力铆钉和剪拉铆钉三类。
铆钉的检验方法见下表:
| 项目 |
示意图 |
偏差原因 |
检验方法 |
| 铆钉头的周围全部与被铆边不密贴 |
|
铆钉头和钉杆在连接处有凸起部分 铆钉头未顶紧 |
外观检查 用厚0.1mm塞尺检查 |
| 铆钉头部分周边与被铆板贴不密 |
|
顶把位置歪斜 |
外观检查 用厚0.1mm塞尺检查 |
| 铆钉头磕伤 |
|
铆钉不良 |
外观检查 |
| 铆钉头裂纹 |
|
加热过度 铆钉钢材质量不良 |
外观检查 |
| 铆钉头偏心 |
|
铆接不良 |
外观检查 |
| 铆钉头过小 |
|
铆模过小 |
外观检查,或用样板检查 |
| 铆钉周围有压边 |
|
钉杆过长 |
外观检查 |
| 铆钉头周围不完整 |
|
铆钉杆长度不够 铆钉头顶压不正 |
外观检查,并用样板检查 |
| 铆钉歪斜 |
|
扩孔不正 |
外观检查 测量相邻铆钉的中心距离 |
| 埋头不密贴 |
|
划边不准确 钉杆过短 |
外观检查 |
| 铆模磕伤钢材 |
|
铆接不良 |
外观检查 |
| 埋头凸出 |
|
钉杆过长 |
外观检查 |
| 埋头钉周围有部分缺边 |
|
钉杆过短 划边不准确 |
外观检查 |
| 埋头凹进 |
|
钉杆过短 |
外观检查 |
| 铆钉头表面不平 |
|
铆钉钢材质量不良 加热过度 |
外观检查 |
除了进行上述检验外,对于公称直径至6.4mm的抽芯铆钉和击芯铆钉,还要进行力学性能试验,包括剪切试验、拉力试验、钉头保持能力试验、钉芯拆卸力试验和钉芯断裂载荷试验,试验方法按GB/T 3098.18《紧固件机械性能 盲铆钉试验方法》进行 。
