PLC控制
PLC控制系统是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置,目的是用来取代继电器、执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统。具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
-
选择特殊符号
选择搜索类型
请输入搜索
PLC控制系统是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置,目的是用来取代继电器、执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统。具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
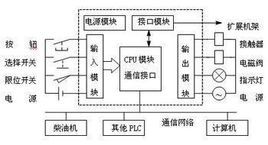
电源组件用于提供PLC运行所需的电源,可将外部电源转换为供PLC内部与案件适用的电源。
2.微处理器CPU及存储器组件
微处理器CPU是PLC的核心器件,CPU因生产厂商各有不同,有采用市场销售的标准芯片,也有采用可编程序控制器专用芯片。
存储器组件有两种:ROM和RAM。
3.输入及输出组件
输入和输出组件是PLC与工业生产现场交换数据的界面,与普通计算机不同,PLC的工作环境比较差,需要较强抗干扰能力,输入和输出组件既是为此设计。
PLC内部工作方式一般是采用循环扫描工作方式,在一些大、中型的PLC中增加了中断工作方式。当用户将用户程序调试完成后,通过编程器将其程序写入PLC存储器中,同时将现场的输入信号和被控制的执行元件相应的连接在输入模块的输入端和输出模块的输出端,接着将PLC工作方式选择为运行工作方式,后面的工作就由PLC根据用户程序去完成,右图是PLC执行过程框图。PLC在工作过程中,主要完成六个模块的处理。
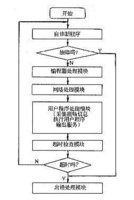
如图所示,2个图,望采纳。。。。。。
PLC控制柜=PLC电气柜:是有PLC作为工业现场主控器件,加上中间继电器、接触器、空气开关等等电器元器件组成的安装放置控制电器元器件的电柜。 PLC变频柜:PLC+变频器为主控器件的控制柜,当然也会...
WinCC Siemens开发的可视化软件,与S7通信一定是没问题的。(我们这就用这个,但PLC是315以上的) Graphpic Audi公司开发的可视化软件,也是与S7通信的。(我们这也用这个,P...

 PLC控制箱
PLC控制箱
PLC控制箱
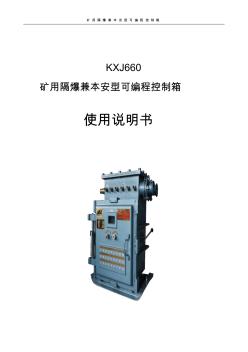
矿 用 隔 爆 兼 本 安 型 可 编 程 控 制 箱 KXJ660 矿用隔爆兼本安型可编程控制箱 使用说明书 矿 用 隔 爆 兼 本 安 型 可 编 程 控 制 箱 2 目 录 1 用途 . ........................................................... 3 2 环境条件 . ....................................................... 3 3 主要技术参数 . ................................................... 3 4 产品分类 . ....................................................... 4 4.1 型式 . ...........................
 PLC控制柜
PLC控制柜
PLC控制柜
PLC 控制柜 一. 设计描述 为保证污水处理厂污水处理过程的安全性、可靠性和生产的连续性,提 高污水处理厂的自动化水平, 控制系统采用目前国内外污水处理厂广泛应用并取 得良好效果的基于可编程序控制器( PLC)的集散型控制系统,并以各种仪表及 计算机监控系统组成监控和数据采集( SCADA)系统。集散型控制系统的特点 是将管理层和控制层分开。 管理层主要是对全厂整个生产过程进行监视; 控制层 主要是通过现场 PLC 完成各自辖域内的自动控制。 SCADA 系统可理解为通过现 场检测仪表和网络设备完成对主要工艺流程的监控和对生产过程的工艺参数进 行数据采集。 污水处理流程中的各检测仪表均为在线式仪表,变送器均带有数字显示装 置并向可编程序控制器( PLC)传送标准模拟、数字信号。每个 AI/AO 要求加 信号隔离器,加防雷器, DI/DO 要求加继电器隔离。 PLC 位于变配电所内,控制范
PLC综合控制柜具有过载、短路、缺相保护等保护功能。它具有结构紧凑、工作稳定、功能齐全。可以根据实际控制规摸大小,进行组合,既可以实现单柜自动控制,也可以实现多柜通过工业以太网或工业现场总线网络组成集散(DCS)控制系统。 PLC控制柜能适应各种大小规模的工业自动化控制场合。广泛应用在电力、冶金、化工、造纸、环保污水处理等行业中。
PLC控制柜可完成设备自动化和过程自动化控制,实现完美的网络功能,性能稳定、可扩展、抗干扰强等特点,是现代工业的核心和灵魂。可以根据用户需求量身设计PLC控制柜、变频柜等,满足用户要求,并可搭配人机界面触摸屏,达到轻松操作的目的。设备更可与DCS总线上位机 modbus、profibus等通讯协议的数据传输;工控机、以太网等实现的控制和监控。
典型应用:恒压供水、空压机、风机水泵、中央空调、港口机械、机床、锅炉、造纸机械、食品机械等等。
第1章 绪论
1.1 逻辑与可编程控制的基本概念
1.1.1 逻辑与可编程控制技术的概念
1.1.2 逻辑控制的特点和控制要素
1.2 可编程控制器
1.2.1 程序控制器的概念
1.2.2 程序控制器的分类
1.2.3 PLC的产生
1.2.4 PLC的分类
1.3 PLC的发展与应用
1.3.1 PLC的发展概况
1.3.2 PLC的主要特点
1.3.3 PLC的主要应用领域
1.3.4 PLC的发展趋势
第2章 PLC的组成、工作原理及技术指标
2.1 PLC的组成
2.1.1 PLC的基本结构
2.1.2 PLC各组成部分的作用
2.2 PLC的工作原理
2.3 S7-200的技术指标
2.3.1 S7-200系列
2.3.2 S7-200 CPU模块
2.3.3 S7-200接口模块
2.3.4 S7-200安装
2.3.5 本机I/O与扩展I/O的地址分配
2.3.6 S7-200的外部接线与电源的选择
2.4 S7-200的内部元器件
2.4.1 数据的存取方式
2.4.2 CPU的存储区
第3章 PLC的基本指令及步进控制指令
3.1 PLC逻辑指令
3.1.1 位逻辑指令
3.1.2 线圈
3.1.3 逻辑堆栈指令
3.1.4 定时器
3.1.5 计数器指令
3.1.6 比较指令
3.2 程序控制指令
3.2.1 条件结束指令
3.2.2 停止指令
3.2.3 看门狗复位指令
3.2.4 跳转指令
3.2.5 子程序指令
3.2.6 中断指令
3.3 PLC逻辑指令应用示例
3.3.1 电动机的启动与停止控制
3.3.2 电动机的正、反转控制
3.3.3 报警电路
3.3.4 长延时电路
3.4 功能图及顺序控制指令
3.4.1 功能图及顺序控制指令简介
3.4.2 功能图主要类型
3.4.3 顺序控制指令示例
第4章 PLC程序设计
4.1 程序的基本单元
4.1.1 程序构成概述
4.1.2 主程序、子程序和中断程序
4.1.3 程序的其他块
4.2 SFEP 7-Micro/WIN开发环境
4.2.1 STEP 7编程软件概述
4.2.2 STEP 7软件安装
4.2.3 STEP 7软件主要功能
4.3 STEP 7-Micro/WIN编程
4.3.1 程序来源
4.3.2 编辑程序
4.3.3 调试程序和程序监控
第5章 功能指令
5.1 功能指令概述
5.2 四则运算指令及加1/减1指令
5.2.1 四则运算指令
5.2.2 加1/减1指令
5.3 PID指令
5.3.1 PID指令概述
5.3.2 PID算法简介
5.3.3 选择回路控制的类型
5.3.4 转换和标准化回路输入
5.3.5 将回路输出转换为整数值
5.3.6 回路的正作用与反作用
5.3.7 变量和范围
5.3.8 PID控制模式的设置
5.3.9 报警检查和特殊操作
5.3.10 错误条件
5.3.11 PII)指令循环表
5.3.12 PID程序示例
5.4 移位与循环指令
5.4.1 向左移位和向右移位指令
5.4.2 向左循环和向右循环指令
5.4.3 移位寄存器位指令
5.4.4 交换字节指令
5.5 FOR-NEXT循环指令
5.6 逻辑运算指令
5.6.1 逻辑运算指令概述
5.6.2 取反指令
5.6.3 与、或和异或指令
5.7 表处理及表搜索指令
5.7.1 添加到表格指令
5.7.2 先入先出和后入先出指令
5.7.3 内存填充指令
5.7.4 表格查找指令
5.8 转换指令
5.8.1 转换指令概述
5.8.2 数字转换指令
5.8.3 进位和取整指令
5.8.4 段指令
5.8.5 ASCⅡ码转换指令
5.8.6 字符串转换指令
5.8.7 编码和解码指令
5.9 高速计数器指令
5.9.1 高速计数器指令概述
5.9.2 高速计数器定义指令
5.9.3 高速计数器指令
5.9.4 不同类型的高速计数器
5.9.5 高速计数器编程
5.9.6 高速计数器的初始化顺序示例
5.10 高速脉冲输出指令
5.10.1 高速脉冲输出指令概述
5.10.2 脉冲串操作(PTO)
5.10.3 脉冲宽度调制(PWM)
5.10.4 使用SM位置配和控制PID删操作
5.10.5 PWM输出示例
5.10.6 PT0输出示例
5.11 中断指令
5.11.1 中断指令概述
5.11.2 启用中断和禁用中断
5.11.3 中断条件返回指令
5.11.4 建立中断
5.11.5 取消中断
5.11.6 S7.2 00对中断的处理
5.11.7 S7.2 00支持的中断类型
5.11.8 中断优先级和排队
5.12 通信指令
5.12.1 网络读取和网络写入指令
5.12.2 发送和接收指令
5.12.3 获得端口地址和设置端口地址指令
第6章 PLC通信与网络
6.1 PLC网络概述
……
第7章 PLC在机电系统中的应用
参考文献
《plc控制技术基本功》
项目一 plc的认知 1
1.1 项目基本技能 1
任务一 了解plc 1
任务二 s7 200软件的安装与使用 7
1.2 项目基本知识 12
知识点一 plc的基本工作原理 12
知识点二 plc的编程语言 13
知识点三 plc中的重要软继电器 14
项目二 三相异步电动机的plc控制 18
2.1 项目基本技能 18
任务一 电动机的点动与连续运行控制 18
任务二 电动机的正/反转控制 20
任务三 电动机的顺序启动控制 22
任务四 电动机的星-三角启动控制 25
2.2 项目基本知识 27
知识点一 s7 200系列plc的基本指令 27
知识点二 plc的基本编程规则 32
知识点三 继电器控制线路转换为plc控制的方法 34
项目三 典型生产设备的plc控制 37
.3.1 项目基本技能 37
任务一 了解ca6140型车床的plc控制 37
任务二 了解x6132型卧式万能铣床的plc控制 41
3.2 项目基本知识 45
知识点一 断电数据保持 45
知识点二 报警程序的编写 45
项目四 送料小车的plc控制 48
4.1 项目基本技能 48
任务一 送料小车的手动控制 48
任务二 送料小车的自动控制 50
任务三 送料小车的手动/自动选择控制 52
4.2 项目基本知识 52
知识点一 顺序控制设计法 52
知识点二 顺序控制指令 55
知识点三 相关指令 57
项目五 物料搬运系统的plc控制 62
5.1 项目基本技能 62
任务一 机械手的plc控制 62
任务二 传送带的plc控制 66
5.2 项目基本知识 68
知识点一 移位指令 68
知识点二 比较指令 71
知识点三 增/减指令 71
项目六 数码管的plc控制 75
6.1 项目基本技能 75
任务一 铁塔之光的plc控制 75
任务二 抢答器的plc控制 80
6.2 项目基本知识 81
知识点一 子程序调用指令 81
知识点二 七段编码指令seg 83
项目七 plc的维护与故障诊断 85
7.1 项目基本技能 85
任务一 利用plc的自诊断功能进行故障诊断 85
任务二 利用plc的软件资源进行故障诊断 88
7.2 项目基本知识 92
知识点一 plc的定期检修与维护 92
附录一 s7 200系列cpu存储器范围及特性 94
附录二 s7 200系列plc常用特殊存储器sm0和sm1的位信息 95
附录三 s7 200系列plc指令速查表 96
参考文献 101 2100433B