
 金属材料及其热加工
金属材料及其热加工
金属材料及其热加工
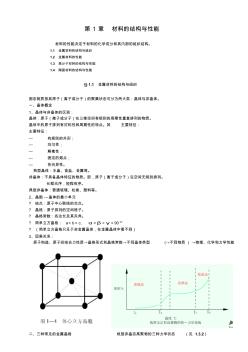
第 1 章 材料的结构与性能 材料的性能决定于材料的化学成分和其内部的组织结构。 1.1 金属材料的结构与组织 1.2 金属材料的性能 1.3 高分子材料的结构与性能 1.4 陶瓷材料的结构与性能 § 1.1 金属材料的结构与组织 固态物质按其原子(离子或分子)的聚集状态可分为两大类:晶体与非晶体。 一、晶体概念 1、晶体与非晶体的区别: 晶体:原子(离子或分子)在三维空间有规则的周期性重复排列的物质。 晶体中的原子排列有对称性和周期性的特点。其 主要特征: 主要特征: – 有规则的外形; – 均匀性; – 解离性; – 固定的熔点; – 各向异性。 典型晶体:水晶、食盐、金属等。 非晶体:不具备晶体特征的物质。即,原子(离子或分子)在空间无规则排列。 长程无序,短程有序。 典型非晶体:普通玻璃、松香、塑料等。 2、晶胞 —晶体的最小单元 ? 结点:原子中心联线的交点。 ? 晶格:原子排列
 非金属材料及成形
非金属材料及成形
非金属材料及成形
1 第 5章 非金属材料及成形 5.1概述 非金属材料是指除金属材料之外的所有材料的总称。随着高新科学技术的发展,使用材料的领域越来越广,所提出 的要求也越来越高。对于要求密度小、耐腐蚀、电绝缘、减振消声和耐高温等性能的工程构件,传统的金属材料已难 以胜任。而非金属材料这些性能却有着各自优势。另外,单一金属或非金属材料无法实现的性能 ,可通过复合材料得以 实现。 非金属材料的来源十分广泛,大多成形工艺简单,生产成本较低,已经广泛应用于轻工、家电、建材、机电等各行 各业中,目前在工程领域应用最多的非金属材料主要是塑料、橡胶、陶瓷及各种复合材料。 5.1.1非金属材料的发展 人类社会的发展在很大程度上取决于生产力的发展,生产力水平的高低往往以劳动工具为代表,而劳动工具的进步 又离不开材料的发展。早在一百万年以前,人类开始用石头做工具,标志着人类进入旧石器时代。大约一万年以前, 人类知道对石头