
 139.7mm加重钻杆外螺纹接头断裂原因分析
139.7mm加重钻杆外螺纹接头断裂原因分析
139.7mm加重钻杆外螺纹接头断裂原因分析
为查明某井139.7 mm加重钻杆外螺纹接头的断裂原因,对断口进行了宏观和微观分析,对材料进行了化学成分分析、力学性能试验和金相分析,并进行了有限元分析等。结果表明:加重钻杆断裂属于腐蚀疲劳断裂;断裂主要原因是加重钻杆接头内径大于标准规定值,降低了加重钻杆外螺纹接头断裂扭矩和抗拉载荷,在疲劳载荷与腐蚀介质作用下,腐蚀疲劳裂纹首先在加重钻杆外螺纹接头危险截面部位螺纹牙底萌生,随后在载荷作用下裂纹不断扩展,进一步降低了接头的强度,最终发生了断裂事故。
 常用钻杆
常用钻杆
常用钻杆
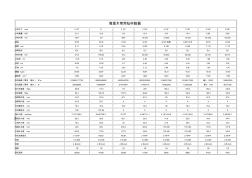
塔里木常用钻杆数据 公称尺寸 inch 5 1/2" 5" 3 1/2" 2 7/8" 2 7/8" 2 7/8" 2 3/8" 2 3/8" 公称重量 lb/ft 21.9 19.5 13.3 10.4 10.4 10.4 6.65 6.65 本体外径 mm 139.7 127 88.9 73.025 73.025 73.025 60.325 60.325 钢级 S135 S135 S135 S135 G105 美国 G105 日本 S135 G105 壁厚 mm 9.17 9.19 9.35 9.195 9.195 9.195 7.112 7.112 加厚型式 IEU IEU EU EU EU EU EU EU 本体内径 mm 121.4 108.62 70.2 54.635 54.635 54.635 46.101 46.101 内容积 l/m 11.35 9.16 3.87 2.3