
 TIG钨极氩弧焊焊炬的改进
TIG钨极氩弧焊焊炬的改进
TIG钨极氩弧焊焊炬的改进
TIG钨极氩弧焊焊炬的改进——TIG钨极氩弧焊焊炬的改进
 薄铝板平对接用的焊炬支架
薄铝板平对接用的焊炬支架
薄铝板平对接用的焊炬支架
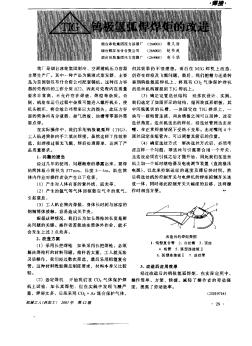
我厂生产中遇有大量厚度0.5~2毫米的铝合金板焊接,对焊件的精度和焊缝强度均有较高要求。我们采用手工氩弧焊小电流短弧焊接,为使焊接过程不发生烧穿现象,在焊炬颈部加装了一个如图所示的可以上下、前后、360°方向