电阻对焊是将两工件端面始终压紧,利用电阻热加热至塑性状态,然后迅速施加顶锻压力(或不加顶锻压力只保持焊接时压力)完成焊接的方法。
一、电阻对焊的电阻和加热
对焊时的电阻分布如图14-2所示。总电阻可用下式表示:
R=2Rω+RC+2Reω
式中 Rω--一个工件导电部分的内部电阻(Ω);
Rc--两工件间的接触电阻(Ω);
Reω--工件与电极间的接触电阻(Ω);
工件与电极之间的接触电阻由于阻值小,且离接合面较远,通常忽略不计。
工件的内部电阻与被焊金属的电阻率ρ和工件伸出电极的长度l0成正比,与工件的断面积s成反比。
和点焊时一样,电阻对焊时的接触电阻取决于接触面的表面状态、温度及压力。当接触电阻有明显的氧化物或其他赃物时,接触电阻就大。温度或压力的增高,都会因实际接触面积的增大而使接触电阻减小。焊接刚开始时,接触点上的电流密度很大;端面温度迅速升高后,接触电阻急剧减小。加热到一定温度(钢600度,铝合金350度)时,接触电阻完全消失。
和点焊一样,对焊时的热源也是由焊接区电阻产生的电阻热。电阻对焊时,接触电阻存在的时间极短,产生的热量小于总热量的10-15%。但因这部分热量是接触面附近很窄的区域内产生的。所以会使这一区域的温度迅速升高,内部电阻迅速增大,即使接触电阻完全消失,该区域的产热强度仍比其他地方高。
所采用的焊接条件越硬(即电流越大和通电时间越短),工件的压紧力越小,接触电阻对加热的影响越明显。
二、电阻对焊的焊接循环、工艺参数和工件准备
1、焊接循环
电阻对焊时,两工件始终压紧,当端面温升高到焊接温度Tω时,两工件端面的距离小到只有几个埃,端面间原子发生相互作用,在接合上产生共同晶粒,从而形成接头。电阻对焊时的焊接循环有两种:等压的和加大锻压力的。前者加压机构简单,便于实现。后者有利于提高焊接质量,主要用于合金钢,有色金属及其合金的电阻对焊,为了获得足够的塑性变形和进一步改善接头质量,还应设置电流顶锻程序。
2、工艺参数
电阻对焊的主要工艺参数有:伸出长度、焊接电流(或焊接电流密度)、焊接通电时间、焊接压力和顶锻压力。
(1)伸出长度l0 即工件伸出夹钳电极端面的长度。选择伸出长度时,要考虑两个因素:顶锻时工件的稳定性和向夹钳的散热。如果l0过长,则顶锻时工件会失稳旁弯。l0过短,则由于向钳口的散热增强,使工件冷却过于强烈,会增加塑性变形的困难。对于直径为d的工件,一般低碳钢:l0=(0.5-1)d,铝和黄铜:l0=(1-2)d,铜:l0=(1.5-2.5)d。
(2)焊接电流Iω和焊接时间tω 在电阻对焊时,焊接电流常以电流密度jω来表示。jω和tω是决定工件加热的两个主要参数。二者可以在一定范围内相应地调配。可以采用大电流密度、短时间(强条件),也可以采用小电流密度、长时间(弱条件)。但条件过强时,容易产生未焊透缺陷;过软时,会使接口端面严重氧化、接头区晶粒粗大、影响接头强度。
(3)焊接压力Fω与顶锻压力Fu,Fω对接头处的产热和塑性变形都有影响。减小Fω有利于产热,但不利于塑性变形。因此,易用较小的Fω进行加热,而以大得多的Fu进行顶锻。但是Fω也不能过低,否则会引起飞溅、增加端面氧化,并在接口附近造成疏松。
3、工件准备
电阻对焊时,两工件的端面形状和尺寸应该相同,以保证工件的加热和塑性变形一致。工件的端面,以及与夹钳接触的表面必须进行严格清理。端面的氧化物和赃物将会直接影响到接头的质量。与夹钳接触的工件表面的氧化物和赃物将会增大接触处电阻,使工件表面烧伤、钳口磨损加剧,并增大功率损耗。
清理工件可以用砂轮、钢丝刷等机械手段,也可以用酸洗。
电阻焊接头中易产生氧化物夹杂。对于焊接质量要求高的稀有金属、某些合金钢和有色金属时,常采用氩、氦等保护氛来解决。
电阻对焊虽有接头光滑、毛刺小、焊接过程简单等优点,但其接头的力学性能较低,对工件端面的准备工作要求高,因此仅用于小断面(小于250mm2)金属型材的对接。
闪光对焊可分为连续闪光对焊和预热闪光对焊。连续闪光对焊由两个主要阶段组成:闪光阶段和顶锻阶段。预热闪光对焊只是在闪光阶段前增加了预热阶段。
一、闪光对焊的两个阶段
闪光的主要作用是加热工件。在此阶段中,先接通电源,并使两工件端面轻微接触,形成许多接触点。电流通过时,接触点熔化,成为连接两端面的液体金属过梁。由于液体过梁中的电流密度极高,使过梁中的液体金属蒸发、过梁爆破。随着动夹钳的缓慢推进,过梁也不断产生与爆破。在蒸气压力和电磁力的作用下,液态金属微粒不断从接口间喷射出来。形成火花急流--闪光。
在闪光过程中,工件逐渐缩短,端头温度也逐渐升高。随着端头温度的升高,过梁爆破的速度将加快,动夹钳的推进速度也必须逐渐加大。在闪光过程结束前,必须使工件整个端面形成一层液体金属层,并在一定深度上使金属达到塑性变形温度。
由于过梁爆破时所产生的金属蒸气和金属微粒的强烈氧化,接口间隙中气体介质的含氧量减少,其氧化能力可降低,从而提高接头的质量。但闪光必须稳定而且强烈。所谓稳定是指在闪光过程中不发生断路和短路现象。断路会减弱焊接处的自保护作用,接头易被氧化。短路会使工件过烧,导致工件报废。所谓强烈是指在单位时间内有相当多的过梁爆破。闪光越强烈,焊接处的自保护作用越好,这在闪光后期尤为重要。
在闪光阶段结束时,立即对工件施加足够的顶端压力,接口间隙迅速减小过梁停止爆破,即进入顶锻阶段。顶锻的作用是密封工件端面的间隙和液体金属过梁爆破后留下的火口,同时挤出端面的液态金属及氧化夹杂物,使洁净的塑性金属紧密接触,并使接头区产生一定的塑性变形,以促进再结晶的进行、形成共同晶粒、获得牢固的接头。闪光对焊时在加热过程中虽有熔化金属,但实质上是塑性状态焊接。
预热闪光对焊是在闪光阶段之前先以断续的电流脉冲加热工件,然后在进入闪光和顶锻阶段。预热目的如下:
(1)减小需用功率 可以在小容量的焊机上焊接断面面积较大的工件,因为当焊机容量不足时,若不先将工件预热到一定温度,就不可能激发连续的闪光过程。此时,预热是不得已而采取的手段。
(2)降低焊后的冷却速度 这将有利于防止淬火钢接头在冷却时产生淬火组织和裂纹。
(3)缩短闪光时间 可以减少闪光余量,节约贵重金属。
预热不足之处是:
(1)延长了焊接周期,降低了生产率;
(2)使过程的自动化更加复杂;
(3)预热控制较困难。预热程度若不一致,就会降低接头质量的稳定性。
二、闪光对焊的电阻和加热
闪光对焊时的接触电阻Rc即为两工件端面间液体金属过梁的总电阻,其大小取决于同时存在的过梁数及其横断面积。后两项又与工件的横断面积、电流密度和两工件的接近速度有关。随着这三者的增大,同时存在的过梁数及其横截面积增大,Rc将减小。
闪光对焊的Rc比电阻对焊大得多,并且存在于整个闪光阶段,虽然其电阻值逐渐减小,但始终大于工件的内部电阻,直到顶锻开始瞬间Rc才完全消失。图14-5是闪光对焊时Rc、2Rω和R变化的一般规律。Rc逐渐减小是由于在闪光过程中,随着端面温度的升高,工件接近速度逐渐增大,过梁的数目和尺寸都随之增大的缘故。
由于Rc大并且存在整个闪光阶段,所以闪光对焊时接头的加热主要靠Rc。
三、闪光对焊的焊接循环、工艺参数和工件准备
1、焊接循环
闪光对焊的焊接循环14-7所示,图中复位时间是指动夹钳由松开工件至回到原位的时间。预热方法有两种:电阻预热和闪光预热,图中(b)采用的是电阻预热。
2、工艺参数
闪光对焊的主要参数有:伸出长度、闪光电流、闪光流量、闪光速度、顶锻流量、顶锻速度、顶锻压力、顶锻电流、夹钳夹持力等。图14-8是连续闪光对焊各流量和伸出长度的示意图。下面介绍各工艺参数对焊接质量的影响及选用原则:
(1)伸长长度l0 和电阻对焊一样,l0影响沿工件轴向的温度分布和接头的塑性变形。此外,随着l0的增大,使焊接回路的阻抗增大,需用功率也要增大。一般情况下,棒材和厚臂管材l0=(0.7-1.0)d,d为圆棒料的直径或方棒料的边长。
对于薄板(δ=1-4mm)为了顶锻时不失稳,一般取l0=(4-5)δ。
不同金属对焊时,为了使两工件上的温度分布一致,通常是导电性和导热性差的金属l0应较小。表1是不同金属闪光对焊时的l0参考值。
(2)闪光电流If和顶锻电流Iu If取决于工件的断面积和闪光所需要的电流密度jf。jf的大小又与被焊金属的物理性能、闪光速度、工件断面的面积和形状,以及端面的加热状态有关。在闪光过程中,随着vf的逐渐提高和接触电阻Rc的逐渐减小,jf将增大。顶锻时,Rc迅速消失,电流将急剧增大到顶锻电流Iu。当焊接大截面钢件时,为增加工件的加热深度,应采用较小的闪光速度,所用的平均jf一般不超过5A/mm2。表2为断面积200-1000mm2工件闪光对焊时jf和ju的参考值。
电流的大小取决于焊接变压器的空载电压U20。因此,在实际生产中一般是给定次级空载电压。选定U20时,除应考虑焊机回路的阻抗,阻抗大时,U20应相应提高。焊接大断面工件时,有时采用分级调节次级电压的方法,开始时,用较高的U20来激发闪光,然后降低到适应值。
(3)闪光流量δf 选择闪光流量,应满足在闪光结束时整个工件端面有一熔化金属层,同时在一定深度上达到塑性变形温度。如果δf 过小,则不能满足上述要求,会影响焊接质量。δf过大,又会浪费金属材料、降低生产率。在选择δf时还应考虑是否有预热,因预热闪光对焊的δf可比连续闪光对焊小30-50%。
(4)闪光速度vf 足够大的闪光速度才能保证闪光的强烈和稳定。但vf过大会使加热区过窄,增加塑性变形的困难,同时,由于需要的焊接电流增加,会增大过梁爆破后的火口深度,因此将会降低接头质量。选择vf时还应考虑下列因素:
1)被焊材料的成分和性能。含有易氧化元素多的或导电导热性好的材料,vf应较大。例如焊奥氏体不锈钢和铝合金时要比焊低碳钢时大;
2)是否有预热。有预热时容易激发闪光,因而可提高vf。
3)顶锻前应有强烈闪光。vf应较大,以保证在端面上获得均匀的金属层。
(5)顶锻流量δu δu 影响液体金属的排除和塑性变形的大小。δu 过小时,液态金属残留在接口中,易形成疏松、缩孔、裂纹等缺陷;δu 过大时,也会因晶纹弯曲严重,降低接头的冲击韧度。δu 根据工件断面积选取,随着断面积的增大而增大。
顶锻时,为防止接口氧化,在端面接口闭合前不立刻切断电流,因此顶锻流量应包括两部分----有电流顶锻留量和无电流顶锻留量,前者为后者的0.5-1倍。
(6)顶锻速度vu 为避免接口区因金属冷却而造成液态金属排除及塑性金属变形的困难,以及防止端面金属氧化,顶锻速度越快越好。最小的顶锻速度取决于金属的性能。焊接奥氏体钢的最小顶锻速度均为焊接珠光体钢的两倍。导热性好的金属(如铝合金)焊接时需要很高的顶锻速度(150-200mm/s)。对于同一种金属,接口区温度梯度大的,由于接头的冷却速度快,也需要提高顶锻速度。
(7)顶锻压力Fu Fu通常以单位面积的压力,即顶锻压强来表示。顶锻压强的大小应保证能挤出接口内的液态金属,并在接头处产生一定的塑性变形。顶锻压强过小,则变形不足,接头强度下降;顶锻压强过大,则变形量过大,晶纹弯曲严重,又会降低接头冲击韧度。
顶锻压强的大小取决于金属性能、温度分布特点、顶锻留量和速度、工件断面形状等因素。高温强度大的金属要求大的顶锻压强。增大温度梯度就要提高顶锻压强。由于高的闪光速度会导致温度梯度增大,因此焊接导热性好的金属(铜、铝合金)时,需要大的顶锻压强(150-400Mpa)。
(8)预热闪光对焊参数 除上述工艺参数外,还应考虑预热温度和预热时间。
预热温度根据工件断面和材料性能选择,焊接低碳钢时,一般不超过700-900度。随着工件断面积增大,预热温度应相应提高。
预热时间与焊机功率、工件断面大小及金属的性能有关,可在较大范围内变化。预热时间取决于所需预热温度。
预热过程中,预热造成的缩短量很小,不作为工艺参数来规定。
(9)夹钳的夹持力Fc必须保证工件在顶锻时不打滑 Fc与顶锻压力Fu和工件与夹钳间的摩擦系数f有关,他们的关系是:Fc≥Fu/2f。通常F0=(1.5-4.0)Fu,断面紧凑的低碳钢取下限,冷轧不锈钢板取上限。当夹具上带有顶撑装置时,加紧力可以大大降低,此时Fc=0.5Fu就足够了。
3、工件准备
闪光对焊的工件准备包括:端面几何形状、毛坯端头的加工和表面清理。
闪光对焊时,两工件对接面的几何形状和尺寸应基本一致。否则将不能保证两工件的加热和塑性变形一致,从而将会影响接头质量。在生产中,圆形工件直径的差别不应超过15%,方形工件和管形工件不应超过10%。
在闪光对焊大断面工件时,最好将一个工件的端部倒角,使电流密度增大,以便于激光闪发。这样就可以不用预热或闪光初期提高次级电压。
对焊毛坯端头的加工可以在剪床、冲床、车床上进行,也可以用等离子或气焰切割,然后清除端面。
闪光对焊时,因端部金属在闪光时被烧掉,故对端面清理要求不甚严格。但对夹钳和工件接触面的清理要求,应和电阻对焊一样。

 四通球阀QF四通球阀
四通球阀QF四通球阀
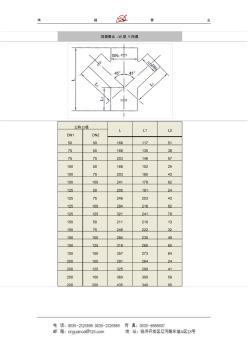 Y四通铸铁斜四通管件
Y四通铸铁斜四通管件