超声波焊缝检测仪
全数字便携式超声波焊缝检测仪,它能够快速便捷、无损伤、精确地焊缝内部多种缺陷(裂纹、夹杂、气孔、夹渣、未焊透、未熔合)的检测、定位、评估和诊断。既用于实验室,也用于工程现场检测。本仪器广泛应用在机械制造业、钢铁冶金业、钢结构制造、船舶制造、石油天然气装备制造行业的焊缝缺陷检测。
-

选择特殊符号
选择搜索类型
请输入搜索
全数字便携式超声波焊缝检测仪,它能够快速便捷、无损伤、精确地焊缝内部多种缺陷(裂纹、夹杂、气孔、夹渣、未焊透、未熔合)的检测、定位、评估和诊断。既用于实验室,也用于工程现场检测。本仪器广泛应用在机械制造业、钢铁冶金业、钢结构制造、船舶制造、石油天然气装备制造行业的焊缝缺陷检测。
超声波焊缝检测仪HTS3010,它能够快速便捷、无损伤、精确地进行工件内部多种缺陷(气孔、夹杂、裂纹、未焊透、未熔合等)的检测、定位、评估和诊断。既用于实验室,也用于工程现场检测。本仪器广泛应用于航空航天、铁路交通、锅炉压力容器等领域的焊缝在役安全检查与寿命评估。
金属外壳、操作简便、自动化校准、经久耐用
检测范围:(0~6000)mm
工作频率:(0.5~15)MHz
声速范围:(1000~9999)m/s
动态范围:≥32dB
垂直线性误差:≤3%
水平线性误差:≤0.2%
分辨力: >36dB(5P14)
灵敏度余量:≥62dB(深200mmФ2 平底孔)
数字抑制:(0~80)%,不影响线性与增益
电噪声电平:≤10%
探伤通道:10组探伤工作通道。
探头接口:C9-Q9
探头类型:直探头、斜探头、双晶探头、穿透探头
闸门:进波门、失波门;单闸门读数、双闸门读数
报警:蜂鸣报警,LED 灯报警
电源:直流(DC)9V;锂电池连续工作8小时以上
外型尺寸:240×150×50(mm)
环境温度:(-10~50)℃
相对湿度:(20~95)%RH
注:以上指标是在探头频率为2.5MHz、检波方式为全波的情况下所测得的。
硬件实时采样:10 位AD 转换器,采样速度160MHz,硬件实时采样,波形高度保真
检波方式:正半波、负半波、全波、射频检波
滤波频带(0.5~15)MHz,根据探头频率全自动匹配,无需手动设置。
闸门读数:单闸门和双闸门读数方式可选;闸门内峰值读数
增益:总增益量110dB,设0、0.1dB、1dB、2dB、6dB 步进值,独特的全自动增
益调节及扫查增益功能,使探伤既快捷又准确。
◆波峰记忆:实时检索缺陷最高波,记录缺陷最大值
◆Φ值计算:直探头锻件探伤找准缺陷最高波后自动计算、显示缺陷当量尺寸
◆缺陷定位:实时显示缺陷水平、深度(垂直)、声程位置
◆缺陷定量:缺陷当量dB 值实时显示
◆缺陷定性:通过回波包络波形,方便人工经验判断
◆DAC/AVG:曲线自动生成,取样点不受限制,并可进行补偿与修正。曲线随增益自动浮动、随声程自动扩展、随延时自动移动。能显示任意孔径的AVG 曲线。
脉冲幅度:低、中、高分级选择,适用探头范围广
脉冲宽度:在(0.1~0.5)μs 范围内连续调节,以匹配不同频率的探头
探头阻尼:100Ω、200Ω、400Ω可选,满足灵敏度及分辨率的不同工作要求
工作方式:直探头、斜探头、双晶探头、穿透探伤可调
零界面入射0~6000mm(钢中、纵波),可连续调节
门位、门宽、门高任意可调;B 闸门可选择设置进波报警或失波报警;闸门内蜂鸣声和LED 灯(吵噪环境中LED 灯报警非常有效)报警及关闭。
10 组探伤参数通道,可预先调校好各类探头和仪器的组合参数,自由设置各行业探伤标准;可存储1000 幅探伤回波信号及参数,实现存储、读出及通过USB接口传输。
实时探伤日期、时间的跟踪记录,并记录存储。
RS232、USB2.0 高速通讯传输接口
高容量锂电池模块,可连续工作8-10小时,方便探伤人员使用。
超声波焊缝检测仪是根据多种国家及行业标准研发的(实用型)检测仪器,能够快速便捷、无损伤、精确地进行工件内部多种缺陷如裂纹、焊缝、气孔、砂眼、夹杂、折叠等的检测、定位、评估及诊断。广泛应用在建设工程、钢结构制造、特种设备检验、锅炉压力容器制造、工程机械制造、钢铁冶金、船舶制造、石油天然气装备制造等行业的金属结构及焊接质量检测,是提高产品质量必备的无损检测仪器。
金属外壳、自动化校准、操作简单、经久耐用
扫描范围: 0~6000mm
工作频率: 0.4MHz~15MHz
垂直线性误差 ≤3%
水平线性误差 ≤0.2%
灵敏度余量 >62dB(深200mmΦ2平底孔)
分辨力 >50dB(5N14)
动态范围 ≥32dB
噪声电平: <8%
硬采样频率 150MHz
重复发射频率 100~1000HZ
声速范围 1000~9999(m/s)
工作方式 单晶探伤、双晶探伤、穿透探伤
数字抑制 (0~80)%,不影响线性与增益
工作时间 连续工作7小时以上(锂电池)
环境温度 (-20~70)℃(参考值)
探头零点(ms) 0.0~99.99
外型尺寸 240×180×50(mm)
●自动显示缺陷回波位置(深度d、水平p、距离s、波幅、当量dB、孔径ф值);
●自由切换三种标尺(深度d、水平p、距离s),满足不同的探伤标准要求和探伤工程师的标尺使用习惯;
●自动增益:自动将波形调至屏高的80%,大大提高了探伤效率;
●自动φ值计算:直探头锻件探伤,找准缺陷最高波自动换算孔径ф值;
●自动DAC、AVG曲线自动生成并可以分段制作,取样点不受限制,并可进行修正与补偿,满足任意探伤标准;
●自动分析并显示回波次数。
●硬件实时采样:150MHz,波形高度保真
●闸门信号:单闸门、双闸门,峰值或边缘读数
●增益调节:手动调节110dB(0.2dB、0.5dB、1dB、2dB、6dB、12dB步进)或自动调节至屏高的80%
●曲线包络和波峰记忆:实时检索并记录缺陷最高波
●φ值计算:直探头锻件探伤找准缺陷最高波自动计算
●缺陷定位:实时显示水平值L、深度值H、声程值S
●缺陷定量:实时显示SL定量值
实时显示孔状缺陷Φ值
●缺陷定性:通过波形,人工经验判断
●闸门报警:进波报警、失波报警
●10个探伤通道,存储预先调校好各类探头与仪器的组合参数,自由输入任意行业探伤标准,方便存储、调用、与计算机通讯
●内存300幅探伤波形及数据,实现存储、调出、打印、与计算机通讯传输。
●内存30000个厚度值
●实时探伤日期、时间的跟踪记录,并存储
●高速USB、RS232两种接口与计算机通讯
焊缝检测仪在焊缝探伤中的应用 在厂房建设及设备安装中大量使用钢结构,钢...
按板的厚度,检测位置可操作性比如高处作业就贵了,具体的你可以咨询检测公司
你说的应该是常规超声波检测仪器,常规超声检测是采用超声波脉冲反射法的原理,可以检测工件类型:锻件、铸件、焊缝等。检测行业:这个太多了,特种设备、钢结构、电力行业、造船行业、航空等等,只要设计到制造方面...

 焊缝超声波探伤(第三节焊缝超声波探伤定位)
焊缝超声波探伤(第三节焊缝超声波探伤定位)
焊缝超声波探伤(第三节焊缝超声波探伤定位)
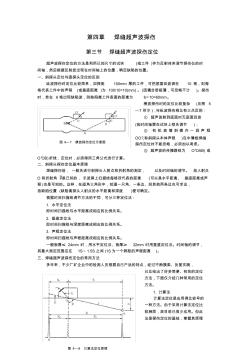
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
 焊缝超声波检测报告
焊缝超声波检测报告
焊缝超声波检测报告
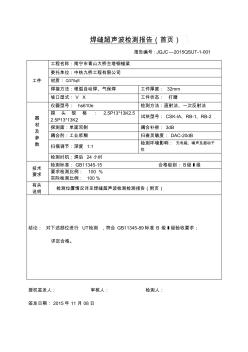
焊缝超声波检测报告(首页) 报告编号 : JQJC—2015QSUT-1-001 工件 工程名称:南宁市青山大桥主塔钢锚梁 委托单位:中铁九桥工程有限公司 材质: Q370qE 焊接方法:埋弧自动焊、气保焊 工件厚度: 32mm 坡口型式: V X 工件状态: 打磨 器 材 及 参 数 仪器型号: hs610e 检测方法:直射法、一次反射法 探 头 规 格 : 2.5P13*13K2.5 2.5P13*13K2 试块型号: CSK-lA、RB-1、RB-2 探测面:单面双侧 耦合补偿: 3dB 耦合剂:工业浆糊 扫查灵敏度: DAC-20dB 扫描调节:深度 1:1 检测环境影响: 无电磁、噪声及振动干 扰 检测时机:焊后 24小时 技术 要求 检测标准: GB11345-15 合格级别: B级Ⅰ级 要求检测比例: 100
焊缝超声波探伤仪是专为焊缝探伤而研发生产的一款专用型超声波探伤仪。不仅外观小巧,而且配备有国内最先进的焊缝探伤软件,它能够更加快速便捷、无损伤、精确地进行工件内部多种缺陷如裂纹、焊缝、气孔、砂眼、夹杂、折叠等的检测、定位、评估及诊断。

目前市场上什么牌子的超声波焊缝探伤仪好、价格是多少?超声波焊缝探伤仪哪个品牌质量好?请参阅中国无损检测网(www.wusunjiance.net)整理十大超声波焊缝探伤仪品牌榜中榜。超声波焊缝探伤仪又叫数字式超声波探伤仪、便携式超声波探伤仪、焊缝探伤仪、手持式探伤仪、金属探伤仪、无损探伤仪等多种名称。本超声波焊缝探伤仪排名是根据中国市场销售品牌中筛选出来,根据市场占有率、品牌知名度、用户口碑、质量保障、售后服务五大要素进行排名评选,本排名不代表任何官方立场,仅供参考。
超声波泄漏检测仪 超声波泄漏检测仪为超声波检出方式的泄漏检测仪, 可对空气、煤气、蒸气以及液体等的输送管道以及各种设备的泄漏进行检查。如果与附属的超声波发生器配合使用,还可对冰箱,密封容器,空调系统,轮胎,压缩机以及各种输液管道等的密封状态进行检查,是改善环境,节约能源的有力工具。
超声波气体泄漏的检测原理 工作方式:
如果一个容器内或管道内充满气体,当其内部压强大于外部压强时,由于内外压差较大,一旦容器有漏孔,气体就会从漏孔冲出。当漏孔尺寸较小且雷诺数较高时,冲出气体就会形成湍流,湍流在漏孔附近会产生一定频率的声波,声波振动的频率与漏孔尺寸有关,漏孔较大时人耳可听到漏气声,漏孔很小且声波频率大于20kHz时,人耳就听不到了,但它们能在空气中传播,被称作空载超声波。超声波是高频短波信号,其强度随着传播距离的增加而迅速衰减。超声波具有指向性。利用这个这个特征,即可判断出正确的泄漏位置。 超声波泄漏检测仪器的主机(暨接收端)可工作于被动态与主动态;当对输气管道进行实时检查时,可单独使用它,利用它捕捉气体泄漏时所产生的微小的超声波信号,即可判断出正确的泄漏位置。这种工作方式被称为被动态。
将超声波泄漏检测仪器的主机(暨接收端)与超声波信号发生器配合使用时,可对被检查物进行非实时检查,即由超声波信号发生器 发射一定频率的超声波信号,一旦发生泄漏,超声波将由漏孔漏出,用超声波泄漏检测仪器的主机捕捉漏出的超声波信号,即可判断出正确的泄漏位置。这种工作方式被称为主动态。与被动态工作方式相比,主动态工作方式不适合于实 时检查,但是具有更高的可靠性
用 途
轮胎与管道的泄漏检查
加热系统的泄漏检查
蒸气的内部泄漏的检查
压缩机的空气泄漏的检查
冰箱、空调系统等的泄漏检查。超声波泄漏检测仪器的主机检测仪适合于真空泄漏与压力泄漏的检测。一旦冷媒发生泄漏,即会产生超声波。使用超声波泄漏检测仪器的主机可准确地检测出泄漏的位置
发动机的密封的泄漏检查
电弧的検知。电弧会产生多种频率的超声波,在这种情况下,建议采用PVC超声波收音管
变压器等的局部放电源的定位测量
马达及各种机械的轴承的检查等
开关装置、变压器、绝缘装置、断路器、继电器、母线排等的电气放电的检测
超声波泄漏检测仪
轴承检查和润滑失效的监测/机械故障诊断/凝气阀检查/压力和真空检漏/泄漏放大液应用/电气局部或电弧放电检测/热交换器、锅炉和冷凝器/超声波发声测试、消防电气放电,轴承、齿轮、齿轮箱、引擎、电泵气蚀、马达、压缩机、运转设备和润滑失效检测,超声波密封非破坏测试、货箱、焊缝、舱门、垫片、电气设备侦测、电气局部放电(电晕)、高压电弧、打火、电火花、漏电痕迹、绝缘老化、电力开关、变压器、继电器、断路器、汇流排/板、绝缘装置检测,热交换器、锅炉及冷却器、凝结器、排气系统、供热系统、耐压测试、压力/真空、容器、空气、氧气、氮气、制冷剂泄漏,阀类/阀门、液压阀座泄漏或阻塞侦测、蒸汽瓣、蒸汽除水闸、风管侦测,机械故障诊断、超声波发声测试、汽车/飞机/舰船座舱密封测试,输电线路检测、远距离检查,管线、管路泄漏检测、一般机械故障检测和排除