
 安装撑杆步骤
安装撑杆步骤
安装撑杆步骤
安装撑杆步骤 一、准备材料: 1.引擎盖撑杆下支架 1个。 2.机盖上固定支架 1个 。机盖上孔径是 8mm,螺杆直径 8mm,选一 即可 。 德国进口的机盖上部称杆固定螺丝 3引擎盖撑杆 产地:中国 铁杆 315N 价格低廉 5.304 不锈钢防退螺丝 1个(法兰螺母)。 按图购买,该螺帽安装方便,并且可以防止 日后使用中螺丝松动。普通螺母 二、安装示意图 1.安装撑杆上支点: 去掉机盖上左边 4个隔音棉卡扣。 球头 垫上一个喷过漆垫片(球头已有垫片的不需 要),从正面放入球头螺杆,后面螺杆上垫 上垫片,拧上防退螺帽,从外面拧紧球头。 注意:在发动机上垫上布一块,防止拆 除时卡子掉落到发动机内部。 螺丝安装示意图 黑色代表支架,红色代表车 壳,蓝色代表防退螺帽,紫色代表垫片。 上面螺丝安装具体步骤 : 先用食指中指, 从图上 红线指向 的地方 插入,保证手指尖能摸到那个眼。然后用指
 支撑杆重量计算
支撑杆重量计算
支撑杆重量计算
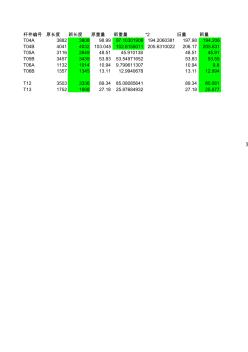
杆件编号 原长度 新长度 原重量 新重量 *2 旧量 新量 T04A 3882 3808 98.99 97.10301906 194.2060381 197.98 194.206 T04B 4041 4032 103.045 102.8155011 205.6310022 206.17 205.631 T05A 3116 2949 48.51 45.910138 48.51 45.91 T05B 3457 3439 53.83 53.54971652 53.83 53.55 T06A 1132 1014 10.94 9.799611307 10.94 9.8 T06B 1357 1345 13.11 12.9940678 13.11 12.994 T12 3503 3336 89.34 85.08085641 89.34 85.081 T13 1752 1668 27.18 25.8768

