绪论1
第一章气体保护焊安全与护7
第一节气体保护焊安全技术7
第二节焊工作业典型事故案例分析19
第三节气体保护焊安全与防护技能训练项目27
项目一焊接电缆绝缘电阻的测量27
项目二焊机空载电压的测试29
第二章船舶CO2气体保护焊31
第一节CO2气体保护焊的基本知识31
第二节CO2气体保护焊焊接材料41
第三节CO2气体保护焊设备51
第四节CO2气体保护焊工艺62
第五节CO2气体保护焊新工艺78
第六节典型船体结构CO2气体保护焊实例分析101
第七节船舶CO2气体保护半自动焊技能训练105
项目一CO2气体保护焊平对接焊工艺设计与实作105
项目二CO2气体保护焊横对接焊工艺设计与实作110
项目三CO2气体保护焊立对接焊工艺设计与实作114
项目四CO2气体保护焊管-板(插入式)烊工艺设计与实作118
项目五CO2气体保护烊大径管垂直固定对接焊工艺设计与实作122
项目六综合训练——管-板组合件的焊接工艺设计与实作126
第三章船舶氩弧焊130
第一节氩弧焊概述130
第二节熔化极氩弧焊151
第三节钨极氩弧焊工艺175
第四节典型船体结构氩弧焊实例分析197
第五节船舶手工钨极氩弧焊技能训练200
项目一手工钨极氩弧焊平对接烊工艺设计与实作200
项目二手工钨极氩弧焊横对接焊工艺设计与实作205
项目三手工钨极氩弧焊立对接焊工艺设计与实作210
项目四手工钨极氩弧焊骑座式管板焊工艺设计与实作214
项目五综合训练——不锈钢管对接焊(全位置焊)工艺设计与实作219
第四章船舶气电垂直自动焊224
第一节气电垂直自动焊概述224

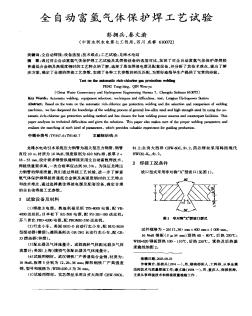 全自动富氩气体保护焊工艺试验
全自动富氩气体保护焊工艺试验
 螺柱惰性气体保护焊工艺
螺柱惰性气体保护焊工艺