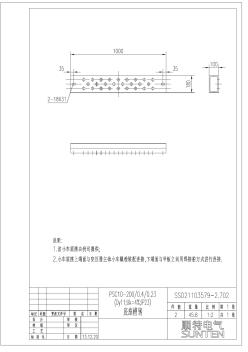
 槽钢支护
槽钢支护
槽钢支护
1.1、根据由博宫新材料股份有限公司开发水池及水泵房施工图 1.2、《建筑基坑支护技术规范》 JGJ120-99 1.3、《建筑地基基础工程施工质量验收规范》 GB50202-2002建筑工 程施工文件是施工企业根据有关管理规定 1.4、《建筑工程施工质量验收统一标准》 GB50300-2001 1.5、施工现场及周边环境调查资料。 1.6、国家、行业、省、市有关法律、法规、技术规范等。 2、工程概况 2.1、拟建工程水池及水泵房由博宫新材料股份有限公司开发 ,由昆山 开发区联合建筑工程公司承建。 2.2、本期支护加固范围为水池、水泵房。 2.3、坍塌部分 32#B 槽钢加固方案 (共长约 137M )。现场地面标高约为 6.40M,底板垫层底标高为 1.8M,开挖深度为 4.600M。 2.4、本基坑根据坍塌情况进行加固,加固处理采用 9m长 32#b槽钢 桩,。基坑坡顶严禁堆放重物