
 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
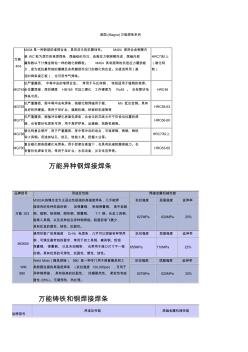
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M
 MAG焊焊接接头的研究
MAG焊焊接接头的研究
MAG焊焊接接头的研究
MAG焊焊接接头的研究 通过理论分析和焊接对比试验, 提出了适合 MAG焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 MAG(Metal Aative Gas ARE Welding) 焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气 ,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。 目前我国常用的是 80%Ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。 MAG焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳, 加剧了电弧中的氧化反应, 氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。 因此 MAG焊现已在焊