
 TIG焊电弧重熔对焊接接头性能的影响
TIG焊电弧重熔对焊接接头性能的影响
TIG焊电弧重熔对焊接接头性能的影响
试验研究了TIG焊电弧重熔前后焊接接头的形状与尺寸、金相组织、硬度、焊接残余应力的变化。研究结果表明:TIG焊电弧重熔后母材与焊缝之间过渡平滑,重熔区硬度变化不大,焊趾处焊接残余应力明显降低,焊接接头的综合性能得到了明显提高。
 第1章焊接接头静载力学行为
第1章焊接接头静载力学行为
第1章焊接接头静载力学行为
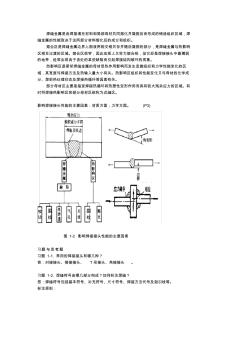
焊缝金属是由焊接填充材料和局部母材共同熔化并凝固后而形成的铸造组织区域,焊 缝金属的性能取决于这两部分材料熔化后的成分和组织。 熔合区是焊缝金属边界上固液两相交错共存并随后凝固的部分,是焊缝金属与热影响 区相互过渡的区域。熔合区很窄,因此宏观上又称为熔合线,但它却是焊接接头中最薄弱 的地带,经常出现由于该处的某些缺陷而引起焊接结构破坏的现象。 热影响区是紧邻焊缝金属的母材受热作用影响而发生显微组织和力学性能变化的区 域,其宽度与焊接方法及热输入量大小有关。热影响区组织和性能变化又与母材的化学成 分、焊前热处理状态及焊接热循环等因素有关。 部分母材区主要是指受焊接热循环和热塑性变形作用而具有较大残余应力的区域。有 时将焊接热影响区和部分母材区统称为近缝区。 影响焊接接头性能的主要因素:材质方面;力学方面。 (P3) 咬 边 裂 纹 裂 纹 图 1-2 影响焊接接头性能的主要因素 习题与思考