A107焊条
A107是碱性药皮的Cr19Ni10不锈钢焊条。熔敷金属具有良好的力学性能及抗晶间腐蚀性能。采用直流反接,能进行全位置焊接。
-

选择特殊符号
选择搜索类型
请输入搜索
A107是碱性药皮的Cr19Ni10不锈钢焊条。熔敷金属具有良好的力学性能及抗晶间腐蚀性能。采用直流反接,能进行全位置焊接。
试验项目 | σb(MPa) | δ5(%) |
保证值 | ≥550 | ≥35 |
1.焊前焊条须经250℃左右烘焙1h。
2.焊前焊件应清除油污、铁锈、水分等杂质。
用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
A是代表奥氏体,137是焊条牌号。 即A是不锈钢的意思,只要是A开头的都是不锈钢焊条。D开头的都是堆焊焊条。R开头的是耐热钢焊条,这是焊材的系列分类。 A137是碱性药皮、低碳含Nb稳定剂的Cr19N...
A102不锈钢焊条是钛钙型药皮的Cr19Ni10不锈钢焊条。熔敷金属具有良好的力学性能及抗晶间腐蚀性能。有优良的焊接工艺性能和抗气孔性能,药皮耐发红、抗开裂。可交直流两用。A107是碱性药皮的Cr19...
A402不锈钢焊条能焊304不锈钢,但是比较浪费。304不锈钢用A102、A107、A132、A137等不锈钢焊条就可以焊接。 A402不锈钢焊条: A402是钛钙型药皮的Cr26Ni21纯奥氏体不锈...
焊条直径(mm) | φ2.0 | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
焊接电流(A) | 40~80 | 50~100 | 70~120 | 90~160 | 140~200 |

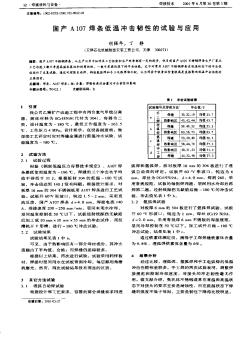 国产A107焊条低温冲击韧性的试验与应用
国产A107焊条低温冲击韧性的试验与应用
国产A107焊条低温冲击韧性的试验与应用
国产A107焊条低温冲击韧性的试验与应用——国产A107不辑钢焊条,从生产应用中证明其工艺性能和生产效率都有一定的进步,但目前国产A107不辑钢焊条生产厂莩从工艺性能上都只考虑高温抗裂性和耐腐蚀性.一艋不孝虐低温下的冲击性能。文中对常用A107不辑铒焊条在低...
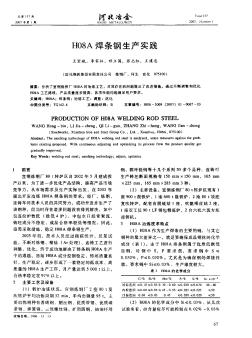 H08A焊条钢生产实践
H08A焊条钢生产实践
H08A焊条钢生产实践
H08A焊条钢生产实践——分析了宣钢炼铁厂H08A的冶炼工艺,对其存在的问题提出了改进措施。通过不断调整和优化 H08A工艺路线,产品质量逐步提高,各项性能均能满足用户要求。
A107是碱性药皮的Cr19Ni10不锈钢焊条。熔敷金属具有良好的力学性能及抗晶间腐蚀性能。采用直流反接,能进行全位置焊接
用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
符合 GB E308-15相当 AWS E308-15