718H模具钢材
718H是塑胶模很常用的一种塑胶模具钢材,为真空熔炼之铬-镍-钼合金钢。
-

选择特殊符号
选择搜索类型
请输入搜索
718H是塑胶模很常用的一种塑胶模具钢材,为真空熔炼之铬-镍-钼合金钢。
718H为真空熔炼之铬-镍-钼合金钢,出厂前经过淬硬及回火处理,具备下列各项优点:无淬裂和热处理变形风险;无需热处理费用;缩短模具制作周期;降低模具所需成本(例,无需侨正变形);模具易于修正;可施以氮化及火眼硬化处理,以增进模具的表面硬度及耐磨性。
圆料:
20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 |
70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 |
扁料:
厚\宽 | 100 | 130 | 150 | 180 | 200 | 250 | 300 | 350 | 400 | 450 | 500 |
20 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
30 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
35 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
40 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
50 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
60 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
70 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
80 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
90 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
100 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
120 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
150 | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ | ★ |
瑞典一胜百ASSAB 718H
特性应用:出厂时因硬度高,抛光性更佳,耐磨性更好,抗拉强度及抗压强度更高。适合PA,POM,PS,PE,PP,ABS塑料。
钢材种类: 预硬塑料模具钢材
钢材特长: 抛光,电蚀,焊补性与切削加工性良好
出厂状态:经硬化及回火至HB330-370
元 素 | C | Si | Mn | Cr | MO | Ni |
含量(%) | 0.37 | 0.3 | 1.4 | 2.0 | 0.2 | 1.0 |
上海兆伦模具钢材有限公司去看看 那里有你要的资料
台湾苏氏的也不贵 最好用切削油润滑和降温 我实战过 而且是2.0的穿丝孔 差钻头把侧刃都搞伤了 &nbs...
首先H13模具钢和 718模具钢在使用环境和和成分上有很大区别,不是很难区分的材料。H13模具钢的特性H13模具钢属于电渣重熔精炼钢,该钢具有高的淬透性和抗热裂能力,含有较高含量钒,耐磨性能非常好,具...
退火
在保护状态下,加热到700℃,均热后在炉中以15℃/h的速度冷却至600℃,然后空冷。
应力消除
经粗加工后,加热至550℃,保温2小时,缓慢冷却到500℃,然后空冷。 常规淬火-回火
淬火前,必须充分退火,以消除加工应力。在500~600℃预热2小时,850℃淬火温度下保温30分钟;要在保护气氛中加热保温,以避免脱碳和氧化。然后在油中冷却,或300℃等温4分钟后空冷。冷却至50~70℃时,应立即回火,回火温度、时间及回火后的硬度见下表。
温度(℃) | 时间(h) | 硬度 |
180 | 2 | 52HRC |
200 | 2 | 51HRC |
300 | 2 | 48HRC |
400 | 2 | 410HRC |
500 | 2 | 345 HRC |
600 | 2 | 280HRC |
650 | 2 | 270HRC |
火焰淬火-回火:
可使模具表面硬度提高,使耐磨性提高。方法为使用氧乙炔火焰(风煤)在模具表面加热,然后冷却硬化,硬度可达45~52HRC。
处理方法:预热150~200 HRC,以防止破裂;然后在模具表层连续加热至850~950℃(表面为浅红色),再以空冷;冷却至50~70℃时,立即在180~200℃回火,防止研磨时产生裂纹。
渗碳处理 :
渗碳处理温度:850~940℃,时间依产品需求的深度而确定。如果渗碳温度超过880℃,时间超过2小时,则必须进行正常化处理,以保持组织晶粒细小。渗碳完毕后,在炉中冷却至830℃,均热后在油中淬火,然后回火,回火温度如列表;从而使表面硬度提高,增加耐磨性。如果只要求高硬度而不要求组织晶粒细小,可以在880℃以上的渗碳温度淬火。
回火温度(℃) | 时间(h) | 硬度(HRC) |
180 | 2 | 60 |
200 | 2 | 59 |
300 | 2 | 55 |
氮化处理:
氮化处理可得到较硬的表层,同时,有很好的耐磨性及腐蚀性,在氨气中氮化处理后的硬度可达650HV。
氮化温度(℃) | 时间(h) | 深度(mm) |
525 | 20 | 0.30 |
525 | 30 | 0.35 |
525 | 60 | 0.50 |
570℃下软氮化处理,能得到的表面硬度为700HV,经过2小时处理,硬化层深度为0.01mm。
硬铬层覆盖:
经过覆盖硬铬层的工具,必须在180℃回火4小时,以避免氢脆。
研磨:
正确的研磨技术能避免发生裂纹,增加模具的寿命。经过低温回火的材料,在研磨期间,裂纹敏感性很强,此时砂轮必须经过修整,较软且开放晶粒的砂轮才适合,同时充分的润滑剂和适当的圆周速度也很重要。
抛光
718H有良好的抛光性,通常用氧化铝粉和钻石膏抛光,步骤如下:
1, 完成尺寸再预留0.05mm。 2, 用45号的钻石膏抛光,得到较不尖锐的表面。
3, 用15号的钻石膏再抛光。
4, 用3号或特别高级的钻石膏,完成表面抛光。每一种金属都有适合的抛光时间,由材料的硬度及抛光技术来决定,过长的抛光时间,将会产生树皮状(橙皮状)的表面。
光蚀刻花
718H由于含硫量低,非常适合光蚀刻花
718H模具钢材机械性能
实验温度(℃) | 20 | 200 | 400 |
抗拉强度(10³N/mm²) | 1130 | 1065 | 890 |
0.2%屈服强度(10³N/mm²) | 990 | 925 | 780 |
断面收缩率(%) | 50 | 53 | 54 |
伸长率(%) | 12 | 13 | 15 |
冲击强度(J) | 19 | 31 | 41 |
718H模具钢材机械性能
铣削 | 粗铣 | 精铣 |
切削深度t(mm) | 2.0以上 | 2.0以上 |
进刀深度t(mm) | 0.2以下 | 0.2以下 |
ISO规格切削速度V(m/min) | 超硬工具 | |
P30~P40 | P10~P20 | |
55~85 | 75~95 | |
高速钢工具 | ||
10~20 | 15~30 |


 模具钢材选用
模具钢材选用
模具钢材选用
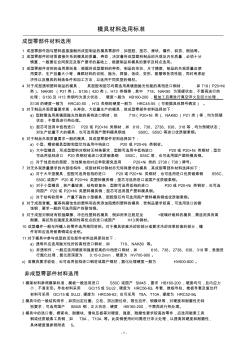
- 1 - 模具材料选用标准 成型零部件材料选用 1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。 2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分 慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。 3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使 用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经 济性以及模具的制造条件和加工方法,以选用不同类型的钢材。 4 对于成型透明塑料制品的模具, 其型腔和型芯均需选用高镜面抛光性能的高档进口钢材, 如 718(P20+Ni 类)、NAK80 (P21类)、S136( 420 类)、H13 类钢等,其中 718、NAK80 为预硬状态,不需再进行
 常用模具钢材 (2)
常用模具钢材 (2)
常用模具钢材 (2)
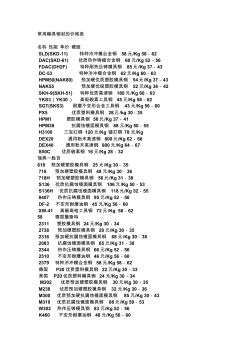
常用模具钢材的价格表 名称 性能 单价 硬度 SLD(SKD-11) 特种冷冲模合金钢 58元 /Kg 58-62 DAC(SKD-61) 优质热作铸模合金钢 60元/Kg 52-56 FDAC(DH2F) 特种耐热压铸模具钢 85元 /Kg 37-43 DC-53 特种冷冲模合金钢 62元/Kg 60-63 HPM50(NAK80) 预加硬优质塑胶模具钢 54元 /Kg 37-43 NAK55 预加硬优级塑胶模具钢 52元/Kg 36-42 SKH-9(SKH-51) 特种优质高速钢 180元 /Kg 60-63 YKS3(YK30) 高级碳素工具钢 45元/Kg 58-62 SGT(SKS3) 耐磨不变形合金工具钢 43元/Kg 56-60 PX5 优质塑料模具钢 28元 /kg 30-35
718H是塑胶模具钢材,预硬至33~38HRC.
化学成份:
| 元 素 |
C |
Si |
Mn |
Cr |
MO |
Ni |
| 含量(%) |
0.33 |
0.3 |
1.4 |
2.0 |
0.2 |
0.9 |
退火温度 710~740°C, 保温时间按每 25mm 壁厚1h确定. 保温后随炉冷却。
加热温度 600°C (退火状态), 550°C (淬火、回火状态), 保温时间按每 50mm壁厚1h 确定, 保温后随炉冷却。
[title2]淬火2100433B
退火
在保护状态下,加热到700℃,均热后在炉中以15℃/h的速度冷却至600℃,然后空冷。
经粗加工后,加热至550℃,保温2小时,缓慢冷却到500℃,然后空冷。
淬火前,必须充分退火,以消除加工应力。在500~600℃预热2小时,850℃淬火温度下保温30分钟;要在保护气氛中加热保温,以避免脱碳和氧化。然后在油中冷却,或300℃等温4分钟后空冷。冷却至50~70℃时,应立即回火,回火温度、时间及回火后的硬度见下表。
| 温度(℃) |
时间(h) |
硬度 |
| 180 |
2 |
52HRC |
| 200 |
2 |
51HRC |
| 300 |
2 |
48HRC |
| 400 |
2 |
41HRC |
| 500 |
2 |
34.5HRC |
| 600 |
2 |
28HRC |
| 650 |
2 |
27HRC |
可使模具表面硬度提高,使耐磨性提高。方法为使用氧乙炔火焰(风煤)在模具表面加热,然后冷却硬化,硬度可达45~52HRC.
处理方法:预热150~200 HRC,以防止破裂;然后在模具表层连续加热至850~950℃(表面为浅红色),再以空冷;冷却至50~70℃时,立即在180~200℃回火,防止研磨时产生裂纹。
渗碳处理温度850~940℃,时间依产品需求的深度而确定。如果渗碳温度超过880℃,时间超过2小时,则必须进行正常化处理,以保持组织晶粒细小。渗碳完毕后,在炉中冷却至830℃,均热后在油中淬火,然后回火,回火温度如列表;从而使表面硬度提高,增加耐磨性。如果只要求高硬度而不要求组织晶粒细小,可以在880℃以上的渗碳温度淬火。
| 回火温度(℃) |
时间(h) |
硬度(HRC) |
| 180 |
2 |
60 |
| 200 |
2 |
59 |
| 300 |
2 |
55 |
氮化处理可得到较硬的表层,同时,有很好的耐磨性及腐蚀性,在氨气中氮化处理后的硬度可达650HV。
| 氮化温度(℃) |
时间(h) |
深度(mm) |
| 525 |
20 |
0.30 |
| 525 |
30 |
0.35 |
| 525 |
60 |
0.50 |
570℃下软氮化处理,能得到的表面硬度为700HV,经过2小时处理,硬化层深度为0.01mm。
硬铬层覆盖,经过覆盖硬铬层的工具,必须在180℃回火4小时,以避免氢脆。
正确的研磨技术能避免发生裂纹,增加模具的寿命。经过低温回火的材料,在研磨期间,裂纹敏感性很强,此时砂轮必须经过修整,较软且开放晶粒的砂轮才适合,同时充分的润滑剂和适当的圆周速度也很重要。
718H有良好的抛光性,通常用氧化铝粉和钻石膏抛光,步骤如下:
1, 完成尺寸再预留0.05mm。
2, 用45号的钻石膏抛光,得到较不尖锐的表面。
3, 用15号的钻石膏再抛光。
4, 用3号或特别高级的钻石膏,完成表面抛光。每一种金属都有适合的抛光时间,由材料的硬度及抛光技术来决定,过长的抛光时间,将会产生树皮状(橙皮状)的表面。
